電腦鑼用刀種類很多下面按各分類分別介紹。
公制(MM)有直徑0.5、1、2、2.5、3,4,5,6,8,10,12,16,20,25,30,32,40
材質區分
1.高速鋼,有公制或英制,這種刀最常用,特別是加工銅公,加工模料也常用,這種刀是電腦鑼最常用的刀具,價格便宜,易買,但易磨損,易損耗,進口的高速鋼刀國含有Co,Mn等合金,較耐用,精度也高,如LBK,YG等。
2.合金刀,也稱CAB刀,刀具是用合金材料制成。耐高溫,耐磨損,能加工高硬度材料(如燒焊過的模)這種刀經較鷺,一般廠都不會大量用,這種刀因耐高溫,所以轉速通常會比較高,加工效率及質量都比高速鋼刀要好,但低轉速時容易崩刀好速通常要快。
3.舍棄式刀粒,這種刀因刀粒是可以更換的,而刀粒是合金材料做成的,刀粒通常又有涂層,耐用,價格也便宜,加工鋼料最好用這種刀。刀粒有方形,菱形,圓形的。方形,菱形刀粒只能用二個角,而圓形刀粒一圈都可以用,當然更耐用一些,常用的有直徑25×R5直徑12×0.4,直徑30×R5,直徑32×R5,直徑32×R6直徑32×0.8,直徑16×R0.6,直徑20×R0.6,直徑25×R0.8,直徑30×R0.8等。
還有一種半圓刀粒,即球形刀粒用于曲面光刀很好用,常用的有R5,R6,R8,R10,R12.5等。
刀具區分:
1.平頭鑼刀,公制,英制,刀把都有,各種尺寸大小的刀都有。
2.球頭鑼刀,即R刀,公制,英制,刀把都有,各種尺寸大小的刀都有,因電腦鑼經常要加工曲面,所以這種刀很常用。
3.斜度刀,公制,英制都有,這種刀用于加工斜度,有0.5o。1o。1.5o,2o、3o、4o、5o、8o、10o、15o等,斜度刀的大小以小頭大小表示,直徑10×1度表示,小頭為10 的1度刀,這種刀磨過以后就不準了。
4.T形刀,國形狀似T形而命名,用于加工行位槽。
5.螺紋刀(也稱粗皮刀)這種刀專用于開粗,刀側鋒上有波浪紋,易排鐵削,粗皮刀一般比標準尺寸大,直徑3/4刀,其刀鋒直徑通常有直徑19.3,要注意
刀具選用:
下面按各種材料分別敘述。
一.銅,鋁。
這種材料比較軟,是比較好加工的材料一般各種刀具都能加工,銅比較軟,但韌性大,如果刀不鋒利會起毛,另外如果不方便螺旋進刀時可以垂直下刀(進刀量H<0.5)刀一般不會斷,加工銅時刀具的轉速要高一些,這樣走刀就可以快,從而提高加工效率。
二.鋼料:
鋼的種類比較多,我們分為三種分別講,
1.軟,如進口王牌,國產45#鋼,50#鋼,這種料也算比較也加工,用國產的高速鋼刀如AIA,進口的如LBK,STK,YG等可方便地加工。
2.硬,如738,p20等,用AIA刀較難加工,用進口的如YG可以加工,最好用合金刀或刀把加工。
3.很硬,如718,S136,油鋼,及五金模用的合金鋼,很硬,用AIA刀很難加工,用YG類可以加工,最好用合金刀把加工。
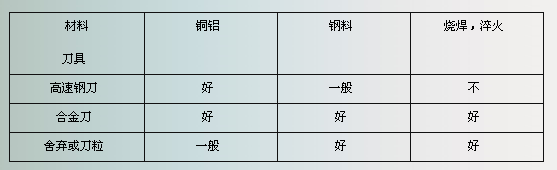
三.淬火或燒焊模料:
一般不允許用高速鋼刀加工,改用合金刀或刀把加工,把上面所講歸結為下表:
上面是根據加工材料選擇刀具種類,但每一種刀具,都有大小各種刀,怎么選擇刀的大小與種類呢?
1.盡可能選擇大刀,因為刀大則剛性刀,不易斷,加工質量有保證。
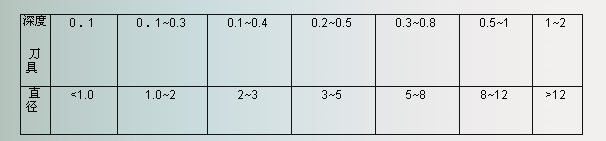
2.根據加工深度選刀,深度越深,刀越大,簡單地講深度大于50mm,刀具要大于直徑1/2,深度大于30mm,刀具要大于直徑1/4
3.根據工件大小選刀,工件大的,選大刀,反之選取小刀。
4.加工鋼料,盡量選刀把,這種好剛性好,耐磨,吃刀量大,加工效率高,也比較經濟是加工鋼料的第一選擇。
5.根據加工種類選擇刀具,開粗要用平頭鑼刀或→(即刀把),不允許用R刀,光曲面則盡量用球刀,用平刀光曲面效果不好。
切削加工參數的選擇:
下面所述只是一般情況下的選擇,具體加工時情況是千變萬化的,要根據材料的硬度,要求精度及刀具情況調整。
一 外形加工
外形加工是一種常用的,實用又簡單的加工方式,一般用平底鑼刀,圓鼻刀,斜度刀,不用球刀,開粗亓平面進刀量可以到刀具直徑的三分之二至四分之三左右深度進刀見下表:
加工銅料,H可以取大一點,加工鋼料H取小一點,上表只是一個大概的范圍,實際加工時,應適當變通。
二 挖槽
挖槽的進刀量和外形差不多,但外形可加工以在料外邊進刀,而挖槽則只能在料上面進刀,有個怎么下刀的問題,一般是螺旋下刀或斜下刀,不允許直接踩刀常用來回或zigzag走刀,要注意1)每一層都要走一次光刀2)螺旋或斜線的深度等于每次槽深度下刀量。
三 曲面加工之開粗
所用加工刀具同挖槽一樣,平刀或圓鼻刀,不用球刀,平面進刀量同挖槽一樣,常用公差=0.05~0.2,工件大一些,公差可以大一點,小工件,公差可以取小點。
四 曲面精加工一般都用平行式,用刀具為球刀,平刀很少用,如用平刀,要記信不能用負加工余量,變通的辦法是將刀的直徑設小點,設小加工負余量的二倍,如加工幼公用直徑1/2,可以將刀設為12..5常用公差范圍,0.005~0.02,進刀量0.1~0.5視工件大小及工件要求精度而定,如一般加工銅公可以設為公差0.01.進刀量為0.2。

五 直紋加工:
直紋加工是一種不用作面的加工面的方法,簡單衫,是低版本的MASTERCAM的功能,進刀量范圍0.1~0.5可以用球刀或平刀,而平刀也可以設負加工余量.
六 掃描加工:
特別是2D掃描加工是一種簡單實用的方法,進刀量范圍0.1~0.5 mm
七 曲面加工的環狀加工
進刀量是以角度計算的,角度的大小要換算成平面進刀量0.1~0.5mm
八 陡斜面加工
進刀量是指垂直方向的進刀量,而不是沿斜面的進刀量,進刀量隨斜面進刀量0.1~0.5mm
九 以上是八種常用的加工刀路的公差,進刀量的選擇.下面再從不同刀具大小的公差,進刀量敘述一下,平頭鑼刀的進刀量可以達到刀徑的3/4,深度見下表,球頭刀進刀量和刀徑的關系不是很大.

以上經驗數據僅供參考.開粗主軸轉速可小一些, 進給率大一些.
以上講述了刀具的分類,選用及進刀量的選擇,下面再簡要概述一下,1)在適當的情況下選用大點的刀,2)加工鋼料盡量用圓鼻刀3)工件表面要求高,則公差,進刀量就要小,走刀速度也要慢,反之亦然,4)合理地應用刀具是學向很大的,以上所述只是一些簡單的歸納,僅供參考.
6.根據加工效率選擇刀具,如光平面當然用平刀或圓鼻刀效率高些,光斜度面用好些。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF