在不久前,某企業(yè)委托我們加工一批圓環(huán)產(chǎn)品。在對(duì)該零件進(jìn)行生產(chǎn)加工中,對(duì)槽寬只有0.2mm并且圓周均布的窄槽加工,進(jìn)行了有益的嘗試,取得了較好效果。該零件的基本外形尺寸:φ48mm×75mm,材質(zhì)是45鋼(如圖1所示)。
圖1
一、圓環(huán)的技術(shù)分析
(1)形位精度要求較高
(2)φ48的孔相對(duì)于端面的垂直度要求為0.02;
(3)φ16與φ27的兩孔要求同軸度為0.025;
(4)12條槽相對(duì)于中心軸的軸線(xiàn)中心度要求0.02。
(5)定位尺寸要求較高
在12條槽中六條有圓孔長(zhǎng)度為50mm、另六條長(zhǎng)度為35mm,一長(zhǎng)一短分隔開(kāi)并對(duì)中心圓要求均布,允許槽寬的上偏差為0.02,下偏差為0。
對(duì)于槽口的加工要求是:保證寬度0.2mm的公差、長(zhǎng)度為50mm和35mm,表面粗糙度為Ra3.2μm,并要求12條槽對(duì)中心圓均布,為保證其精度要求,對(duì)這道工序來(lái)說(shuō),無(wú)論是工件的加工,還是找正裝夾都有相當(dāng)大的難度,因此必須進(jìn)行認(rèn)真分析,并制定相應(yīng)加工工藝過(guò)程。
該工件用常規(guī)加工工藝是:(1)首先在工件上劃六條均布的線(xiàn),然后用肉眼直視對(duì)工件劃線(xiàn)進(jìn)行加工。用肉眼找正劃線(xiàn)存在誤差,無(wú)法保證加工質(zhì)量,經(jīng)常產(chǎn)生廢品,給企業(yè)造成很大的損失。其特點(diǎn)是加工時(shí)難以保證尺寸公差和形位公差的一致性,以及裝夾位置的準(zhǔn)確度,而且加工效率太低,采用此種工藝平均每班一臺(tái)機(jī)床僅能割2-3件。(2)如采用分度頭裝夾加工,考慮到現(xiàn)用的DK7725e線(xiàn)切割機(jī)床工作臺(tái)X軸和Y軸最大長(zhǎng)度只有250mm,因其體積太大難以機(jī)床上裝夾,同時(shí),整個(gè)加工過(guò)程中要求操作者技術(shù)水平高,細(xì)心高度集中,加工環(huán)節(jié)不得有錯(cuò)漏。對(duì)機(jī)床的調(diào)整,電參數(shù)的的選擇,切削液用量的選擇的應(yīng)用,且勞動(dòng)強(qiáng)度大、生產(chǎn)效率提不高。通過(guò)分析零件圖,及考慮技術(shù)要求高,加工批量大,為了與企業(yè)保持良好的合作關(guān)系,替企業(yè)解決困難,我們嘗試設(shè)計(jì)一套高效、簡(jiǎn)易、實(shí)用類(lèi)似分度頭式的夾具,來(lái)完成該產(chǎn)品的加工任務(wù)。
二、夾具設(shè)計(jì)原理
設(shè)計(jì)是主要以線(xiàn)切割的基本要求及該零件的尺寸精度要求來(lái)考慮:能保證工件的加工要求;能提高勞動(dòng)生產(chǎn)率;制作簡(jiǎn)單、維護(hù)方便;夾具制作成本較低。
該套夾具的原理比較簡(jiǎn)單,它是利用法蘭盤(pán)同一圓周上六個(gè)均分的小盲孔及其立板座在同一直徑有一小圓孔中有彈簧,彈簧上拖一個(gè)鋼球,利用彈簧的彈力(其彈力可根據(jù)松緊調(diào)節(jié)),每旋轉(zhuǎn)法蘭盤(pán)一次,鋼球剛好落在小孔中,實(shí)現(xiàn)旋轉(zhuǎn)快速定位,如同分度頭一樣旋轉(zhuǎn)分度。夾具的立板座與法蘭盤(pán)緊固聯(lián)接,保證回轉(zhuǎn)精度。
三、夾具的結(jié)構(gòu)
該夾具如圖所示:主要由立板座、法蘭盤(pán)和三爪卡盤(pán)等三大部件組成。其特點(diǎn)是能夠方便地固定、裝卸工件,保證快速定位;可以隨意旋轉(zhuǎn),精確地分度,保證12條線(xiàn)均勻;并且該夾具的大小剛好適合我們DK7725e線(xiàn)切割機(jī)床工作臺(tái)的大小,使用非常方便。
1.卡盤(pán) 2.立板座 3.法蘭盤(pán) 4.鋼球 5.彈簧 6.調(diào)節(jié)螺釘 7. 堅(jiān)固螺母 8.單向推力球軸承9銅滑套 10.卡盤(pán)螺栓#p#分頁(yè)標(biāo)題#e#
圖2 裝配圖
四、夾具制作及裝配
該夾具主要特點(diǎn)是:利用鋼球凸出部分進(jìn)行定位,來(lái)控制法蘭盤(pán)快速分度定位加工。
1、主要元件要求
①卡盤(pán):采用K1180型三爪自定心卡盤(pán)(有正爪和反爪兩種),可用于裝夾不同圓環(huán)或其他軸類(lèi)的工件。
②立板座:采用A3鋼材料制造,該件起支承作用,底板和立側(cè)板兩件板相互為90°通過(guò)焊接連成一體,其底面與另側(cè)面通過(guò)銑削、磨削加工完成,垂直度要達(dá)到0.015-0.02,表面粗糙度達(dá)到Ra1.6 m;夾具中心高度90mm有一個(gè)φ35的孔,用來(lái)固定銅滑套其過(guò)盈配合間隙要達(dá)到H7/P6,φ35的孔相對(duì)于側(cè)板的垂直度要求為0.025, 表面粗糙度達(dá)到Ra1.6m,可采用銑削完成(見(jiàn)圖3所示)
m;夾具中心高度90mm有一個(gè)φ35的孔,用來(lái)固定銅滑套其過(guò)盈配合間隙要達(dá)到H7/P6,φ35的孔相對(duì)于側(cè)板的垂直度要求為0.025, 表面粗糙度達(dá)到Ra1.6m,可采用銑削完成(見(jiàn)圖3所示)
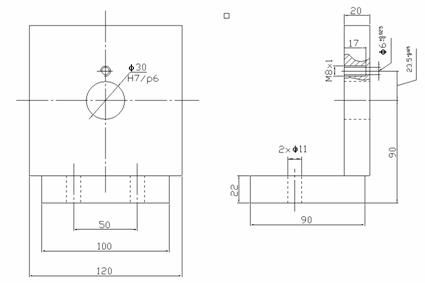 圖3 立板座
圖3 立板座
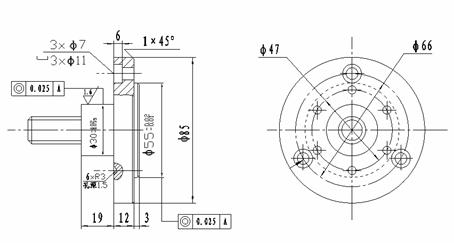
圖4 法蘭盤(pán)
③法蘭盤(pán):材料選用45鋼,該件的φ55圓與φ30定位心軸一次車(chē)削成型,其同軸度誤差必須嚴(yán)格控制在0.025mm之內(nèi),及控制其圓度誤差。法蘭盤(pán)前端φ55長(zhǎng)度3mm的臺(tái)階與卡盤(pán)配合公差為0.01-0.02mm;后端φ30是滑動(dòng)部件,須局部加熱淬火后回火,表面硬度達(dá)到HRC40-45,尺寸達(dá)到H7要求,表面粗糙度為Ra1.6m;在法蘭盤(pán)后端以中心軸為基準(zhǔn),φ47圓周上鉆有六個(gè)均布R3深1.5的定位孔,并通過(guò)螺母與心軸的螺紋相互固定在立板座上,并要求垂直達(dá)到0.015(見(jiàn)圖4所示)。
④鋼球:選用φ6mm鋼球,起定位作用。
⑤彈簧:選用圓柱形螺旋壓縮彈簧,彈簧絲直徑0.8mm、外圈直徑6mm,端部結(jié)構(gòu)有并緊磨平的YI型,以保證支承端面與彈簧的軸線(xiàn)垂直,從而彈簧受壓時(shí)不致歪斜。
⑥調(diào)節(jié)螺釘:選用M8×1的平頭螺釘,用于調(diào)整彈簧的彈力。
⑦緊固螺母:選用M16×1六角螺母,起夾緊作用。
⑧單向推力球軸承:選用8203型滾動(dòng)軸承(8224GB301-64),起滑動(dòng)作用。
⑨滑套:材料選用黃銅,起滑動(dòng)作用,φ35和φ30的孔要求同軸度為0.02,可采用車(chē)削完成; φ30的孔與法蘭盤(pán)心軸的間隙配合要達(dá)到0.01-0.02;以便法蘭盤(pán)旋轉(zhuǎn)靈活。
⑩卡盤(pán)螺栓:選用M6內(nèi)六角螺栓,起緊固聯(lián)接作用。
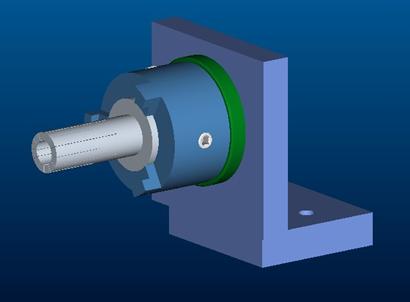
夾具的立體裝配圖
2、裝配工藝過(guò)程
在銑床上完成夾具體的加工→三爪自定心卡盤(pán)與法蘭盤(pán)裝配→立板座與銅滑套過(guò)盈裝配→立板座與鋼球定位彈性調(diào)試裝配→法蘭盤(pán)的心軸與立板座的滑套裝配→法蘭盤(pán)的心軸與單向推力球軸承的夾緊間隙調(diào)試。
為了心軸的旋轉(zhuǎn)精度,滑套內(nèi)圈與法蘭盤(pán)的主軸裝配及滑套外圈與立板座孔裝配時(shí),常采用定向裝配的方法。定向裝配就是人為控制各裝配件徑向跳動(dòng)誤差的方向,使誤差相互抵消而不是累積,以提高裝配精度的一種方法。
1、夾具的工作過(guò)程:
(1) 夾具的安裝與調(diào)整 把夾具定位在線(xiàn)切割機(jī)床工作臺(tái)上中間位置,用百分表校正立板座的基準(zhǔn)面與機(jī)床的X軸、Y軸平行且垂直,并用螺絲將夾具緊固在工作臺(tái)上。(2)將工件放入三爪卡盤(pán)中(利用反爪)把工件夾緊,使工件的端面貼緊卡盤(pán)側(cè)面。(3)加工前,首件需要利用機(jī)床上的自動(dòng)對(duì)中功能分中定位,使鉬絲位于工件的中心之后,便可按程序進(jìn)行切割加工。當(dāng)首件加工完之后,鎖定機(jī)床X軸、Y軸的坐標(biāo)值,以后無(wú)需再找正可繼續(xù)加工。(4)按該圓環(huán)的加工工藝,考慮到工件所加工的槽長(zhǎng)度、形狀不一致,則法蘭盤(pán)的工作有兩種方法:一是逐條加工法是指每割完一條線(xiàn),法蘭盤(pán)需要按定位孔的方向順序轉(zhuǎn)動(dòng)一次逐步去加工,這方法每次割完一條線(xiàn)后,需要換加工程序方可繼續(xù)加工。二是跳步加工法是指當(dāng)割完第一條線(xiàn)后,法蘭盤(pán)要按方向順序轉(zhuǎn)多一個(gè)定位孔(即轉(zhuǎn)動(dòng)兩次)才可按同一程序加工,直至該程序加工完。當(dāng)?shù)谝粭l程序完成后要加工第二條程序時(shí),可用同樣的跳步法繼續(xù)加工第二條程序。#p#分頁(yè)標(biāo)題#e#
 加工路徑示意圖耐磨焊條
加工路徑示意圖耐磨焊條
法蘭盤(pán)轉(zhuǎn)動(dòng)方向加工路徑(如圖所示): 當(dāng)采用逐步加工法路徑從A→B→C→D→E→F。
當(dāng)采用跳步加工法路徑(虛線(xiàn)部分為路徑)如加工第一條程序從A→C→E ;加工第二條程序從 F→B→D。
2、夾具制作應(yīng)注意的工藝問(wèn)題:
(1)法蘭盤(pán)的心軸與滑套的滑動(dòng)配合間隙 其間隙必須控制在H7/h6之間,且保證法蘭盤(pán)轉(zhuǎn)動(dòng)靈活自如。如心軸與滑套之間的間隙過(guò)小,會(huì)出現(xiàn)法蘭盤(pán)轉(zhuǎn)動(dòng)困難;若間隙過(guò)大,心軸的徑向跳動(dòng)誤差大,影響工件加工的精度要求。(2)立板座的鋼球定位孔與鋼球配合間隙大小 其間隙必須控制在0.05-0.1mm之內(nèi),以保證鋼球和彈簧的伸縮靈活。(3)該夾具是根據(jù)回轉(zhuǎn)類(lèi)定位夾具設(shè)計(jì),利用彈性元件定位,因此要控制法蘭盤(pán)上六個(gè)均布孔的中心孔距和深度尺寸要一致,減少制造定位誤差。否則造成接觸不良間隙過(guò)大,影響定位精度。
五、使用效果
1、該夾具制作過(guò)程簡(jiǎn)單不復(fù)雜,成本較低,充分發(fā)揮機(jī)床的潛力,達(dá)到一機(jī)多用的目的。
2、經(jīng)過(guò)試割加工工件,使窄槽加工后的尺寸精度達(dá)到H8級(jí),表面粗糙度值達(dá)到Ra=1.2~3.2![]() m,槽寬的直線(xiàn)度也較好,檢查后完全符合圖紙要求的尺寸,連續(xù)加工數(shù)千件沒(méi)有出現(xiàn)廢品,為企業(yè)提高經(jīng)濟(jì)效益。
m,槽寬的直線(xiàn)度也較好,檢查后完全符合圖紙要求的尺寸,連續(xù)加工數(shù)千件沒(méi)有出現(xiàn)廢品,為企業(yè)提高經(jīng)濟(jì)效益。
3、使用此夾具后,加工效率同時(shí)迅速提高,現(xiàn)一個(gè)班一臺(tái)機(jī)床加工15件左右,效率提高近四倍多,減輕了操作者的勞動(dòng)強(qiáng)度。此套夾具使用一年多,性能十分穩(wěn)定。
六、結(jié)束語(yǔ)
夾具的制作,是一門(mén)綜合性的科學(xué)。它需要我們要明確設(shè)計(jì)的任務(wù),分析零件圖,掌握工件的機(jī)械加工工藝規(guī)程,了解工件的作用、形狀、結(jié)構(gòu)特點(diǎn)、材料和技術(shù)要求;加工的表面、要求、余量、定位基準(zhǔn)、夾緊表面等各方面的資料。實(shí)踐證明,只有不斷總結(jié)經(jīng)驗(yàn),認(rèn)真收集設(shè)計(jì)資料,掌握設(shè)計(jì)則,合理擬出夾具的結(jié)構(gòu)方案,正確地安排制造工藝、裝配工藝。即使條件有限的基礎(chǔ)上,也能制作出結(jié)構(gòu)合理、定位可靠、經(jīng)濟(jì)實(shí)用的夾具體。而該夾具的設(shè)計(jì)及應(yīng)用,極大也方便了圓型或軸類(lèi)的零件加工,結(jié)構(gòu)簡(jiǎn)單、操作方便,能夠降低成本、提高工作效率,保證質(zhì)量,具有較好的推廣應(yīng)用價(jià)值。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專(zhuān)業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF