1 引言
2 優(yōu)化數(shù)學(xué)模型的建立
- 確定設(shè)計(jì)變量
- 在加工過(guò)程中,被加工工件的材料、加工要求、機(jī)床與刀具等一經(jīng)確定,切削用量及切削液的選擇就成為影響目標(biāo)函數(shù)的關(guān)鍵,故將切削用量和切削液作為設(shè)計(jì)變量,即切削用量n=x1,(f 或Vf、af)=x2,ap=x3,切削液為x4,則
X=[x1,x2,x3,x4]T=[n,(f或Vf,af),ap,切削液]T - 在加工過(guò)程中,被加工工件的材料、加工要求、機(jī)床與刀具等一經(jīng)確定,切削用量及切削液的選擇就成為影響目標(biāo)函數(shù)的關(guān)鍵,故將切削用量和切削液作為設(shè)計(jì)變量,即切削用量n=x1,(f 或Vf、af)=x2,ap=x3,切削液為x4,則
- 確定目標(biāo)函數(shù)
- 為提高生產(chǎn)率,以單件工時(shí)tw最短為第一個(gè)目標(biāo)函數(shù)f1(X),即
f1(X)=mintw=min(tm+tct+tot) 式中:tm——該工序的切削時(shí)間(min)(計(jì)算公式見(jiàn)機(jī)械工業(yè)出版社1994出版的艾興、肖詩(shī)綱所著《切削用量簡(jiǎn)明手冊(cè)(第三版)》)- tct——換刀時(shí)間(min)(包括卸刀、裝刀及對(duì)刀時(shí)間)
- tot——除換刀外的其它輔助時(shí)間(min)
- 為提高經(jīng)濟(jì)性,以單件工序成本C 最低為第二個(gè)目標(biāo)函數(shù)f2 (X),即
f2(X)=minC=min(tmM+tctMtm/T+tmCt/T+totM) 式中:M——該工序單位時(shí)間內(nèi)所分擔(dān)的工廠開(kāi)支(元/min)- Ct——在刀具耐用度期間與刀具有關(guān)的費(fèi)用(包括磨刀費(fèi)及刀具折舊費(fèi))(元)
- T——刀具耐用度(min)
- 為合理利用資源,確定以下目標(biāo)函數(shù):
- 為減小切削加工所需功率,降低對(duì)電力資源的消耗,以切除單位體積金屬Zw所消耗的功率Pi最小為第三個(gè)目標(biāo)函數(shù)f3(X),即
f3(X)=min(Pi/Zw)=min[(Pu+aPc)/ Zw] 式中:Pu——機(jī)床的空載功率(kW)(車(chē)床的Pu與n的關(guān)系見(jiàn)機(jī)械工業(yè)出版社1995出版的劉飛、徐宗俊等所著《機(jī)械加工系統(tǒng)能量特性及其應(yīng)用》)- a——功率平衡方程系數(shù),a=1.15~1.25
- Pc——加工過(guò)程中機(jī)床的切削功率(kW)(計(jì)算公式見(jiàn)機(jī)械工業(yè)出版社1994出版的艾興、肖詩(shī)綱所著《切削用量簡(jiǎn)明手冊(cè)(第三版)》)
- Zw——單位時(shí)間內(nèi)的金屬切除量(mm3/min)
- 為減小切削加工中的刀具磨損,降低對(duì)刀具資源的消耗,以加工時(shí)間內(nèi)刀具磨損速率WR 最小為第四個(gè)目標(biāo)函數(shù)f4(X),即
 #p#分頁(yè)標(biāo)題#e#
#p#分頁(yè)標(biāo)題#e#- 減少切削液消耗 加工過(guò)程中所需切削液包括覆蓋在切屑和工件上的切削液(m切屑、m工件)、汽化進(jìn)入環(huán)境中的切削液(m汽化)及可循環(huán)使用的切削液( m循環(huán)),即切削液總量m=m切屑+m工件+m汽化+m循環(huán),因m循環(huán)可循環(huán)使用,故減小式中前三部分之和(m切屑+m工件+m汽化)(計(jì)算公式見(jiàn)文獻(xiàn)同WRA)即可降低對(duì)切削液資源的消耗,故以(m切屑+m工件+m汽化)最小為第五個(gè)目標(biāo)函數(shù)f5(X),即
f5(X)=min(m切屑+m工件+m汽化) - a——功率平衡方程系數(shù),a=1.15~1.25
- 為減少環(huán)境污染,保護(hù)工人健康,確定以下目標(biāo)函數(shù):
- 降低機(jī)床噪聲 機(jī)床噪聲主要為機(jī)械結(jié)構(gòu)產(chǎn)生的噪聲(尤其是齒輪、電機(jī)、軸承等產(chǎn)生的噪聲)。噪聲大小與其頻率有關(guān),故以噪聲頻率最小為第六個(gè)目標(biāo)函數(shù)f6(X)(相關(guān)計(jì)算見(jiàn)天津科學(xué)技術(shù)出版社1984出版的張策所著《機(jī)床噪聲——原理及控制》),即
f6(X)=min(nz/60+C) 式中:z——主軸齒輪齒數(shù)- C——固有頻率
- 減少切削液污染 附著在工件及切屑上的切削液會(huì)污染工作場(chǎng)地,并與揮發(fā)的切削液一樣具有一定毒性和易燃性,故以它們的加權(quán)質(zhì)量mW最小為第七個(gè)目標(biāo)函數(shù)f7(X),即
f7(X)=minmW 式中mW的計(jì)算方法見(jiàn)1995年11月的Journal of Materials Processing Technology上A A Munoz和P Sheng所著《An analytical approach for determining the environmental impact of machining processes》。
- tct——換刀時(shí)間(min)(包括卸刀、裝刀及對(duì)刀時(shí)間)
- 為提高生產(chǎn)率,以單件工時(shí)tw最短為第一個(gè)目標(biāo)函數(shù)f1(X),即
- 確定約束條件在生產(chǎn)過(guò)程中,由于受加工設(shè)備、加工條件及工件質(zhì)量要求等的限制,可供選擇的設(shè)計(jì)變量變化范圍是有限的,因此建立優(yōu)化數(shù)學(xué)模型時(shí)必須考慮以下約束條件的限制:
- 背吃刀量:apmin≤ap≤apmax
- 機(jī)床轉(zhuǎn)速:nmin≤n≤nmax
- 機(jī)床進(jìn)給量:fmin≤f≤fmax (銑削時(shí):Vmin≤Vf≤Vmax)
- 機(jī)床有效功率:Pc-hPE≤0
式中:PE——主電機(jī)功率(kW)- h——機(jī)床效率
- 機(jī)床進(jìn)給機(jī)構(gòu)強(qiáng)度:Ff≤Fm
式中Ff——進(jìn)給抗力(N)(計(jì)算公式見(jiàn)機(jī)械工業(yè)出版社1994出版的艾興、肖詩(shī)綱所著《切削用量簡(jiǎn)明手冊(cè)(第三版)》)- Fm——機(jī)床允許最大進(jìn)給抗力(N)
- 機(jī)床扭矩:Mc≤Mm
式中:Mc——扭矩(Nm)(計(jì)算公式見(jiàn)機(jī)械工業(yè)出版社1994出版的艾興、肖詩(shī)綱所著《切削用量簡(jiǎn)明手冊(cè)(第三版)》)- Mm——機(jī)床允許最大扭矩(Nm)
- 刀具磨鈍標(biāo)準(zhǔn):

式中T——刀具耐用度(min)(計(jì)算公式見(jiàn)機(jī)械工業(yè)出版社1994出版的艾興、肖詩(shī)綱所著《切削用量簡(jiǎn)明手冊(cè)(第三版)》) - 工件加工表面粗糙度:Ramin≤Ra≤Ramax#p#分頁(yè)標(biāo)題#e#
式中Ra——切削加工表面粗糙度(µm)
- 如有必要,還可將對(duì)生產(chǎn)率的要求降為約束條件。以上約束條件僅為一般機(jī)加工時(shí)應(yīng)考慮的常規(guī)條件。對(duì)于各種不同的加工方式,往往還需根據(jù)實(shí)際加工情況增加一些其它約束條件,以保證加工要求的實(shí)現(xiàn)。
- 建立優(yōu)化數(shù)學(xué)模型
- 綜上所述,可建立機(jī)械制造典型加工工藝的優(yōu)化數(shù)學(xué)模型為
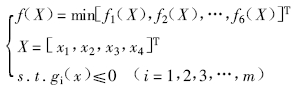
- 綜上所述,可建立機(jī)械制造典型加工工藝的優(yōu)化數(shù)學(xué)模型為
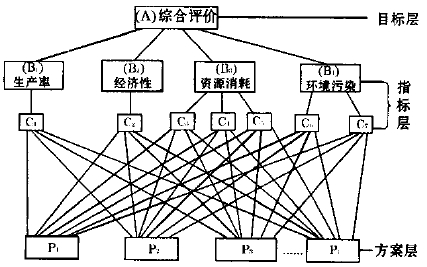
3 多目標(biāo)函數(shù)的優(yōu)化設(shè)計(jì)方法
4 優(yōu)化數(shù)學(xué)模型應(yīng)用實(shí)例
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF