隨著數(shù)控技術(shù)不斷進(jìn)步,數(shù)控車床加工中各種復(fù)雜型面也日漸增多,如橢圓、拋物線、正弦曲線、余弦曲線和雙曲線等各種非圓曲面。對于上述各種復(fù)雜成形面,利用CAM軟件進(jìn)行自動編程相對簡單,但由于種種原因,在絕大數(shù)情況下數(shù)控車床主要還是依靠手工編程。目前在數(shù)控車床上加工正橢圓已不是難事,一些學(xué)者進(jìn)行過這方面的研究并發(fā)表了相關(guān)論文。但對斜橢圓零件的加工方面研究較少,主要原因?yàn)椋孩贆C(jī)床數(shù)控系統(tǒng)本身既不存在加工橢圓等非圓曲線的G指令,更沒有類似數(shù)控銑床用G68這樣的 旋轉(zhuǎn)指令,使編程難度大大增加;②加工中變量的參數(shù)直接影響著加工的效率以及質(zhì)量,很容易產(chǎn)生過切報(bào)警,即使程序正確無誤,實(shí)際加工時參數(shù)調(diào)整也非常困難,直接影響加工能否順利進(jìn)行,以及加工精度能否保證。
![]()
對于如圖1所示的斜橢圓零件,筆者在配置華中世紀(jì)星車床數(shù)控系統(tǒng)(HNC-21/22T)的數(shù)控車床上加工成形,加工出的零件如圖2所示。
1.相關(guān)數(shù)學(xué)計(jì)算

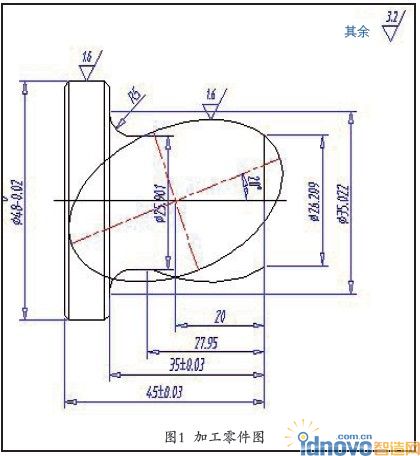
已知:橢圓方程:a2b2(見圖1),橢圓上任一點(diǎn)A 點(diǎn)坐標(biāo)(Z,X):(acosα ,bsinα ),則: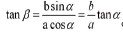 。若橢圓繞圓心旋轉(zhuǎn)θ (見圖3),則根據(jù)旋轉(zhuǎn)公式,求出A 點(diǎn)在工件坐標(biāo)系(Z0X 坐標(biāo)系)中的坐標(biāo)為:
。若橢圓繞圓心旋轉(zhuǎn)θ (見圖3),則根據(jù)旋轉(zhuǎn)公式,求出A 點(diǎn)在工件坐標(biāo)系(Z0X 坐標(biāo)系)中的坐標(biāo)為:
A點(diǎn):Z:acosαcosθ-bsinαsinθ;
X :acosα sinθ +bsinα cosθ。
注意:橢圓順時針旋轉(zhuǎn)時,公式中的θ 角取負(fù)值;逆時針旋轉(zhuǎn)時,θ 角取正值。
2.程序格式
(1)如圖3和圖4所示,編程原點(diǎn)為右端面與軸線的交點(diǎn)。
(2)程序?yàn)镠NC—21T系統(tǒng)格式。
%1234 (程序名) M3S600T0101
G42G00X Z (快速點(diǎn)定位)
#12=起始角(α)(橢圓輪廓起始 點(diǎn)的參數(shù)角)
WHILE[#12]LE終點(diǎn)角 (若為凹橢圓 輪廓,則應(yīng)為WHILE[#12]GE負(fù)終點(diǎn)角)
#13=a*COS[#12*PI/180]*COS[θ]- b*SIN[#12*PI/180]*SIN[θ] (橢圓上任一點(diǎn) Z坐標(biāo)值)
#14=a*COS[#12*PI/180]*SIN[θ]+b* SIN[#12*PI/180]*COS[θ] (橢圓上任一點(diǎn) X坐標(biāo)值)
G01 X[2*#14+U]Z[#13+W]F60 (直線 插補(bǔ)橢圓,U、W為橢圓圓心在編程坐標(biāo) 系下的坐標(biāo),即橢圓平移后需要進(jìn)行坐標(biāo) 轉(zhuǎn)換,請注意平移方向,以便確定U、W 的正負(fù))。
#12=#12+0.5 (若為凹橢圓輪廓, 則應(yīng)為#12=#12-0.5)
G40G00X100Z100M05
M30
3.編程實(shí)例
實(shí)例如圖1所示。
(1)計(jì)算起始參數(shù)角
根據(jù)公式:
可以得到:起始參數(shù)角=21.4º。
(2)計(jì)算終點(diǎn)參數(shù)角
根據(jù)公式: ,得到:終點(diǎn)參數(shù)角=97º。
,得到:終點(diǎn)參數(shù)角=97º。
(3)參考程序如下(HNC-21T數(shù)控系統(tǒng))。
使用數(shù)控車床切削零件圖如圖1所示,毛坯材料為45鋼,直徑50mm,長度為65mm,橢圓的長半軸和短軸分別為25mm和15mm,旋轉(zhuǎn)角度20º(1號刀為粗車35º尖刀,2號刀為精車35º尖刀,3號刀為切斷刀)。
%2
M3S600T0101
G42G00X55Z2
G71 U2 R0.5 P1 Q2 X0.5 Z0.01
F120
G0X100Z100
M3S1500T0202
G0X55Z2
N1 G0 X26.209
G01Z0 F60
#12=21.4
WHILE[#12]LE97
#13=25*COS[#12*PI/180]*COS[20
]-15*SIN[#12*PI/180]*SIN[20]
#14=25*COS[#12*PI/180]*SIN[20]
+15*SIN[#12*PI/180]*COS[20] G01 X[2*#14]Z[#13-20]F60
#12=#12+0.5
ENDW
G02X35.022Z-35R5
G1X48C1
Z-44
X44Z-46
Z-50
N2X50
G00X100Z100M5
M0
M3S700T0303
G00X50Z-45
G01X1F40
G00X50
X100Z100
M30
4.程序中變量的確定與注意事項(xiàng)
旋轉(zhuǎn)橢圓程序變量的賦值是一個重要環(huán)節(jié),因?yàn)楹瓿绦蚴抢迷S多段微小的直線來逼近輪廓的,取值大,輪廓表面的逼近誤差也大。
在加工中,變量的賦值可以按粗車和精車來取值。粗加工程序變量的取值應(yīng)根據(jù)預(yù)留加工余量的大小來確定,在保證加工不過切的前提下,我們可以選擇較大的程序變量,但是也不能過大,變量過大會使精加工余量不均勻或形成過切;精加工時我們主要是保證工件的質(zhì)量,為使工件的幾何形狀達(dá)到要求,需要減少擬合的誤差,因此我們應(yīng)該選擇一個較小的程序變量。
5.結(jié)語
通過實(shí)際加工生產(chǎn),上述措施能很好地解決加工中程序編制,保證工件的形狀幾何精度,解決加工出現(xiàn)的各種問題,減少加工時間,提高加工效率。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF