一、概述
目前,我國船舶制造行業(yè)正處在一個前所未有的蓬勃發(fā)展時期,船舶制造行業(yè)正經(jīng)歷著從傳統(tǒng)的手工和機械方式造船向計算機數(shù)字化與快速響應(yīng)制造即敏捷造船發(fā)展。數(shù)據(jù)庫、網(wǎng)絡(luò)和計算機軟件應(yīng)用系統(tǒng)是數(shù)字化敏捷造船的基礎(chǔ),是實現(xiàn)數(shù)字化敏捷造船的核心技術(shù)。
在2006年四季度,F(xiàn)astCAM中國公司選擇了一家有代表性的大型船舶制造企業(yè)進行了為期兩周的現(xiàn)場實踐和兩個月的后續(xù)跟蹤指導(dǎo),從設(shè)計部門提供的DXF/DWG文件格式的套料圖和詳細設(shè)計后的零件圖開始,進行零件圖優(yōu)化、自動編程、自動套料、代碼轉(zhuǎn)換、數(shù)據(jù)庫管理、統(tǒng)計報表,以及切割生產(chǎn)計劃管理,到數(shù)控切割機現(xiàn)場切割,解決了各種切割質(zhì)量問題。
為期兩周的現(xiàn)場指導(dǎo),不僅為船舶制造企業(yè)及時解決了編程套料與數(shù)控切割的效率和質(zhì)量問題,而且為FastCAM套料軟件在船舶企業(yè)的應(yīng)用提供了很實用、具體的應(yīng)用案例,從而為船舶制造企業(yè)有效提高編程套料生產(chǎn)效率,提高數(shù)控切割機的切割質(zhì)量和切割效率提供了有效的技術(shù)保證。
二、應(yīng)用案例分析
1.應(yīng)用案例一:套料圖的優(yōu)化、自動編程和代碼轉(zhuǎn)換,提高編程效率和切割質(zhì)量
目前,我國船舶制造企業(yè)普遍采取專業(yè)化協(xié)作生產(chǎn)方式,由船舶設(shè)計部門或設(shè)計公司直接把排版好的DXF/DWG格式的套料圖(見圖1),提供給船舶企業(yè)的編程套料與切割生產(chǎn)部門,由編程套料部門進行簡單的NC編程和代碼轉(zhuǎn)換后,交給切割部門進行數(shù)控切割。
使用DXF/DWG格式的套料文件進行編程和數(shù)控切割,企業(yè)面臨的主要困難和問題如下:
一是自動編程困難。由于DXF/DWG文件經(jīng)常存在肉眼無法識別的多余實體、重疊曲線或曲線不閉合,導(dǎo)致無法自動編程或編程錯誤,如多引入引出線和重復(fù)切割。
二是代碼轉(zhuǎn)換問題。該企業(yè)擁有船舶研究所和深圳博利昌不同年代的多臺數(shù)控切割機,使用了Fagor、EDGE、Lynx等不同品牌的控制器, 代碼格式各不相同,相互間進行轉(zhuǎn)換非常煩瑣和困難。
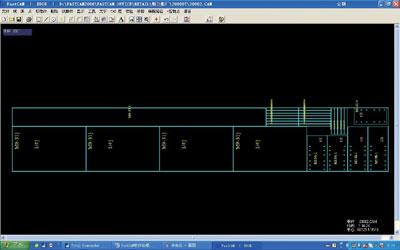
圖1 DXF/DWG格式套料圖
三是切割質(zhì)量問題。首先是引入引出點過燒留疤痕;其次是切割斷面不光滑,有許多波浪紋。
四是切割效率低且等離子割嘴浪費嚴重。
針對上述困難和問題,我們幫助企業(yè)分析產(chǎn)生問題的原因,輔導(dǎo)用戶使用FastCAM套料軟件并有針對性的逐一進行解決。
(1)使用FastCAM軟件的CAD清除壓縮功能,優(yōu)化DXF/DWG文件(見圖2),清除多余和重疊的實體,壓縮小的直線,使原本由282個實體組成的套料圖,經(jīng)過清除壓縮優(yōu)化處理后,實體數(shù)減少到218個,有效減少了程序量,避免了亂跑空程和重復(fù)切割;同時,壓縮小實體,可直接提高切割斷面質(zhì)量,避免波浪紋和切割機抖動,有效提高切割質(zhì)量和切割效率。
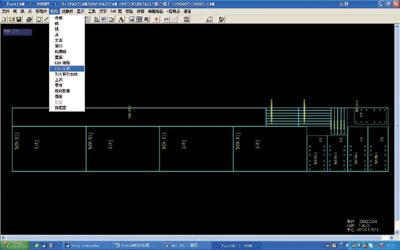
圖2 CAD清除壓縮功能
(2)使用FastPATH自動編程功能(見圖3),設(shè)置切割方式、引入引出線類型、割縫補償方式、輪廓線間隙和選擇板材邊框,進行自動編程,即可得到切割代碼程序,并使不封閉曲線自動閉合;同時,解決了引入引出點過燒留疤痕的質(zhì)量問題。#p#分頁標題#e#
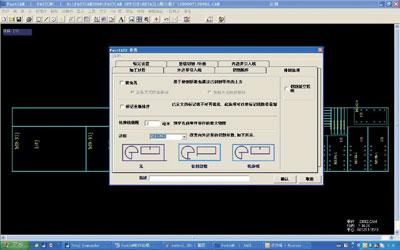
圖3 自動編程功能
(3)使用FastCAM軟件實現(xiàn)不同代碼的快速轉(zhuǎn)換。FastCAM軟件提供了多種控制器代碼的轉(zhuǎn)換功能(見圖4),控制器代碼類型包括:伊薩、梅塞爾切割機使用的ESSI格式和通用的EIA格式,包括常見的EDGE、LYNX、FastCNC、FAGOR、START等控制器類型。
(4)使用高效切割編程技巧,特別是針對等離子切割,使用FastCAM軟件提供的橋接功能,實現(xiàn)多個零件的橋接和連續(xù)切割,有效地減少了等離子穿孔,節(jié)省等離子割嘴,提高了切割效率。
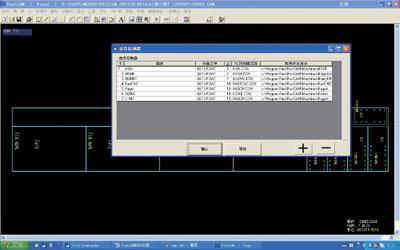
圖4 多種控制器轉(zhuǎn)換類型
2.應(yīng)用案例二:零件圖的自動提取與自動套料
目前,我國大中型船舶制造企業(yè)都有自己的船舶設(shè)計院,從船體的結(jié)構(gòu)設(shè)計、船體的分段設(shè)計到每段的詳細設(shè)計,具備了相當?shù)脑O(shè)計和開發(fā)力量。但是,在詳細設(shè)計后,編程套料和數(shù)控切割生產(chǎn)部門,還存在許多技術(shù)難題有待解決。例如:如何從詳細設(shè)計圖中快速提取同一板厚的零件,整理生成零件切割列表,進行自動套料,以避免重復(fù)畫圖,從而有效避免手工整理切割零件清單,避免進行手工套料和編程,這是實現(xiàn)無紙化和數(shù)字化編程套料,有效提高編程套料工作效率,提高數(shù)控切割的質(zhì)量和效率的關(guān)鍵。
FastCAM套料軟件為船舶制造企業(yè)提供了成熟專業(yè)的一體化的自動提取、自動套料、自動編程的技術(shù)和方法。下面將操作流程介紹如下。
第一步:使用FastCAM軟件的CAD兼容功能,讀入DXF/DWG格式的船體分段詳細設(shè)計圖(見圖5,船舶企業(yè)在船體分段詳細設(shè)計圖中,已經(jīng)將不同板厚的零件進行了分類,板厚10~45mm不等分成多種規(guī)格),然后按不同板厚依次分別進行處理。以20mm板厚的零件為例,先刪除其他板厚的零件和邊框,只剩下20mm板厚的零件組(見圖6)。再使用上面介紹過的CAD清除壓縮優(yōu)化功能,清除多余和重疊實體,避免重復(fù)切割,壓縮小線段,優(yōu)化DXF/DWG文件,把原有233個實體優(yōu)化減少到183個實體,有效地提高了數(shù)控切割質(zhì)量和切割效率。
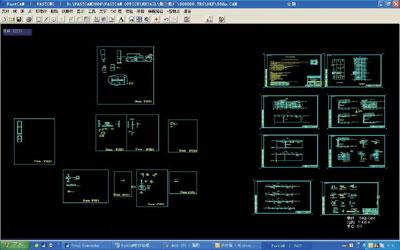
圖5 船體分段詳細設(shè)計圖
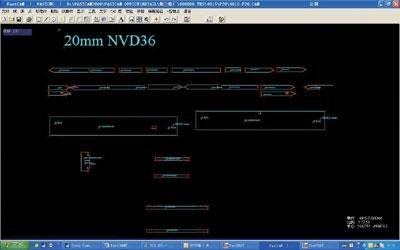
圖6 20mm板厚切割零件組
第二步:使用FastCAM軟件的CAD提取打散排序功能,不僅可方便快捷地提取其中的任意一個零件圖,保存為DXF/ DWG 或CAM文件,而且還可自動提取零件的名稱。此程序最重要的功能是自動打散零件,自動提取零件名,順序存儲零件,以及自動進行排序和自動生成零件切割列表(參見圖7、圖8),為自動套料做好準備。
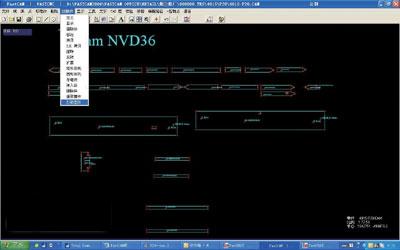
圖7 自動打散排序功能
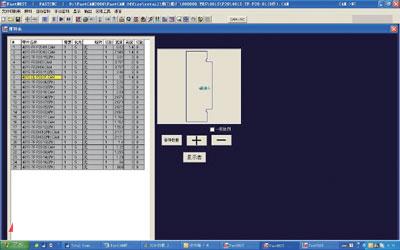
圖8 自動生成切割零件列表
第三步:使用FastCAM軟件的自動套料功能,直接讀入自動生成的切割零件列表,進行自動套料(見圖9);使用FastNEST套料軟件中的自動與手動交互式套料和自動編程方法,優(yōu)化套料和編程結(jié)果;使用多控制器轉(zhuǎn)換功能,生成不同切割機和控制器需要的NC切割文件,進行數(shù)控切割。
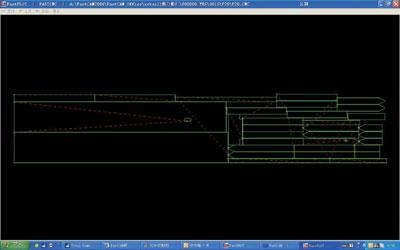
圖9 板厚20mm的零件組套料圖
3.應(yīng)用案例三:Tribon.Gen套料圖的自動識別和切割代碼轉(zhuǎn)換
目前,我國少數(shù)大型和特大型船舶制造企業(yè)為打造國際一流的船舶企業(yè),滿足船舶出口的市場需要,投入巨資購買和使用了國際著名的Tribon船體設(shè)計軟件,進行船體結(jié)構(gòu)設(shè)計、分段詳細設(shè)計,以及零件板材套料,使船舶設(shè)計技術(shù)水平達到國際先進水平。#p#分頁標題#e#
然而在數(shù)控切割生產(chǎn)部門還存在著Tribon.Gen套料圖的自動識別和切割代碼轉(zhuǎn)換技術(shù)難題.由于Tribon軟件提供的套料文件是一種專用的以GEN格式為后綴的文件,數(shù)控切割生產(chǎn)部門需要把Tribon.Gen文件轉(zhuǎn)換為通用的套料文件,再根據(jù)不同數(shù)控切割機和控制器代碼格式的要求,轉(zhuǎn)換為相應(yīng)的切割代碼文件。
下面簡單介紹FastCAM公司專門為Tribon 船舶設(shè)計軟件開發(fā)完成的TriCAM通用轉(zhuǎn)換軟件(見圖10),直接讀入Tribon.Gen 格式的套料文件,自動識別套料零件的切割層、噴粉劃線層及文字標注噴碼層,自動保存為通用的CAM文件格式(見圖11), 再使用FastCAM軟件的自動編程功能和多控制器轉(zhuǎn)換功能, 根據(jù)企業(yè)使用的數(shù)控切割機和控制器類型, 直接為不同的數(shù)控切割機輸出不同的切割代碼或切割程序。
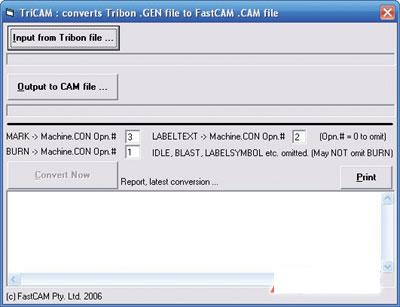
圖10 TriCAM轉(zhuǎn)換軟件
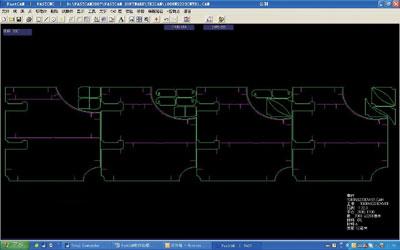
圖11 Tribon.Gen文件轉(zhuǎn)換為CAM文件
4.應(yīng)用案例四:數(shù)控切割敏捷制造執(zhí)行系統(tǒng)與數(shù)控切割生產(chǎn)過程的數(shù)字化信息化管理
當船舶制造企業(yè)發(fā)展到一定規(guī)模,信息化建設(shè)就成為船舶企業(yè)必不可少的基礎(chǔ)設(shè)施,特別是當船舶企業(yè)應(yīng)用了CAD、CAPP等產(chǎn)品設(shè)計軟件,Tribon等船舶設(shè)計軟件,PDM產(chǎn)品數(shù)據(jù)管理系統(tǒng),以及實施了ERP,即企業(yè)外部資源管理信息系統(tǒng)后,企業(yè)內(nèi)部生產(chǎn)過程的信息化管理,特別是鋼材數(shù)控切割下料生產(chǎn)過程的計算機信息化管理就應(yīng)該被提上議事日程。
目前,我國大多數(shù)的船舶制造企業(yè)在企業(yè)信息化方面,特別是在船舶設(shè)計軟件和ERP系統(tǒng)方面,不僅資金投入大,而且技術(shù)力量強,已經(jīng)取得了可喜的進展和成績。然而在企業(yè)內(nèi)部生產(chǎn)過程的信息化建設(shè)方面,特別是在鋼材數(shù)控切割生產(chǎn)過程信息化管理和建設(shè)方面,還相對落后,存在信息斷層和信息孤島現(xiàn)象。例如,由于缺乏切割生產(chǎn)和鋼材消耗統(tǒng)計數(shù)據(jù),ERP系統(tǒng)還不能發(fā)揮其應(yīng)有的統(tǒng)計與決策作用;船體設(shè)計部門的技術(shù)資料包括PDM產(chǎn)品數(shù)據(jù)管理系統(tǒng)的資料,還不能直接為數(shù)控切割生產(chǎn)服務(wù),使船舶制造企業(yè)的管理決策層、船舶設(shè)計技術(shù)層與鋼材切割下料和焊接生產(chǎn)層發(fā)生信息脫節(jié),仍然存在數(shù)控切割生產(chǎn)管理紊亂、切割效率低及鋼材浪費嚴重的現(xiàn)象。
基于此,F(xiàn)astCAM公司適時推出了FastMES敏捷制造執(zhí)行系統(tǒng)。
我國船舶制造企業(yè)對于MES系統(tǒng)并不陌生。根據(jù)國際制造執(zhí)行系統(tǒng)協(xié)會(Manufacturing Execution System Association,MESA)對MES的定義,MES匯集了車間中用以管理和優(yōu)化從定單下達到生產(chǎn)完成全過程中的所有活動的硬件或軟件組件,它控制和利用準確的制造信息,對車間生產(chǎn)活動中的實時事件做出快速響應(yīng),同時向企業(yè)決策支持過程提供相關(guān)生產(chǎn)活動的重要信息。因此,簡單講MES制造執(zhí)行系統(tǒng)是一種面向車間層的生產(chǎn)管理和優(yōu)化運行技術(shù);是位于企業(yè)上層生產(chǎn)計劃和底層工業(yè)控制之間并面向車間層的管理信息系統(tǒng)。然而,我國大多數(shù)的離散制造企業(yè),對于ERP、PDM等信息系統(tǒng)中的信息與生產(chǎn)現(xiàn)場之間的信息傳遞與處理,是通過“手工方式”進行的。“手工方式”使得計劃和生產(chǎn)現(xiàn)場的過程控制層之間出現(xiàn)信息斷層。 MES系統(tǒng)的作用是在企業(yè)信息系統(tǒng)中承上啟下,在生產(chǎn)過程與管理之間架起了一座信息溝通的橋梁,對生產(chǎn)過程進行及時響應(yīng),使用準確的數(shù)據(jù)對生產(chǎn)過程進行控制和調(diào)整。
由于不同行業(yè)其產(chǎn)品結(jié)構(gòu)和物料供應(yīng)不同,生產(chǎn)工藝和生產(chǎn)流程差異很大,因此,不同行業(yè)需要有不同的MES制造執(zhí)行系統(tǒng)。針對鋼材數(shù)控切割下料生產(chǎn)過程,F(xiàn)astCAM公司在FastCAM套料軟件基礎(chǔ)上開發(fā)了FastMES敏捷制造執(zhí)行系統(tǒng),專門應(yīng)用于鋼材數(shù)控切割生產(chǎn)過程的信息化管理。
FastMES敏捷制造執(zhí)行系統(tǒng)為船舶制造企業(yè)提供了一個信息化管理平臺,從船體設(shè)計、生產(chǎn)計劃、編程套料、數(shù)控切割到鋼材存儲,可實現(xiàn)生產(chǎn)工藝和生產(chǎn)流程的系統(tǒng)集成(見圖12),與CAD、CAPP、Tribon、滬東等船體設(shè)計軟件,以及ERP、PDM等系統(tǒng)實現(xiàn)集成。#p#分頁標題#e#

FastMES敏捷制造執(zhí)行系統(tǒng)一方面解決了數(shù)控切割生產(chǎn)過程的實時控制和準確的數(shù)字化管理,有效提高船舶企業(yè)數(shù)控切割的生產(chǎn)效率;另一方面,解決了鋼材采購、倉儲和下料管理流程中的鋼材浪費問題,有效提高船舶企業(yè)的經(jīng)濟效益。
下表是美國MESA協(xié)會所做的MES應(yīng)用效果調(diào)查統(tǒng)計數(shù)據(jù):
三、FastMES敏捷制造執(zhí)行系統(tǒng)實施與應(yīng)用環(huán)節(jié)
(1)與船體設(shè)計部門實現(xiàn)系統(tǒng)集成,建立無紙化多用戶產(chǎn)品數(shù)據(jù)管理系統(tǒng),按照船舶訂單及船體分段的樹形結(jié)構(gòu)建立切割零件數(shù)據(jù)庫;與鋼材存儲管理部門進行系統(tǒng)集成,建立鋼材及余料存儲管理系統(tǒng),優(yōu)化鋼材及余料存儲結(jié)構(gòu)。
(2)根據(jù)船體分段焊接與組裝工藝流程,由生產(chǎn)計劃與工藝部門制定切割生產(chǎn)計劃,與鋼材采購、存儲管理等相關(guān)部門進行協(xié)調(diào),進行鋼材采購預(yù)算、定板定尺計算,以及鋼材庫存查詢,做好切割生產(chǎn)計劃與調(diào)度。
(3)與FastCAM套料軟件進行系統(tǒng)集成,根據(jù)切割生產(chǎn)計劃,實現(xiàn)切割零件數(shù)據(jù)庫、板材余料數(shù)據(jù)庫與FastCAM套料軟件的動態(tài)、實時的編程套料與數(shù)控切割,準確地控制和調(diào)度切割生產(chǎn)過程。
(4)與ERP系統(tǒng)實現(xiàn)系統(tǒng)集成,把數(shù)控切割生產(chǎn)過程的實時、準確的數(shù)據(jù)提交給ERP系統(tǒng),實現(xiàn)船舶企業(yè)的全面數(shù)字化和信息化管理。
四、結(jié)語
FastCAM公司具有30年數(shù)控切割軟件的開發(fā)歷史,在船舶修造領(lǐng)域具有豐富的軟件開發(fā)與應(yīng)用技術(shù)和經(jīng)驗。FastCAM公司倡導(dǎo)全新的數(shù)控切割理念與技術(shù)方法,通過使用FastCAM套料軟件與FastCNC數(shù)控系統(tǒng)實現(xiàn)數(shù)控切割機的全時切割、自動切割、高效切割、高質(zhì)切割和高套料率切割,通過傳授高效切割編程套料技術(shù)與技巧,有效地減少了預(yù)熱穿孔,提高了火焰和等離子切割效率,減少了等離子割嘴損耗,有效節(jié)省鋼材。

FastCAM公司在鋼材數(shù)控切割生產(chǎn)領(lǐng)域率先推出的FastMES敏捷制造執(zhí)行系統(tǒng),將有效提高船舶制造企業(yè)的信息化管理與集成水平,有效提高鋼材的數(shù)控切割生產(chǎn)效率和鋼材使用的經(jīng)濟效益。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF