熱噴涂激光重熔二步法工藝
1.簡介
熱噴涂激光重熔二步法工藝即先用火焰、電弧、等離子或爆炸噴涂等方法,在基材上制備金屬或陶瓷涂層,然后在使用保護氣氛的條件下用激光束進行掃描熔化處理,如圖1所示。
2.Q235鋼表面等離子噴涂Al2O3-ω(TiO2)13%陶瓷涂層激光表面改性(二步法)
等離子噴涂是在金屬表面制取陶瓷涂層使用最多的方法,但它有下述固有缺點:涂層與基體間是機械結(jié)合,抗沖擊性能差;涂層孔隙率高,耐腐蝕和抗氧化性能差;涂層組織不均勻,性能不穩(wěn)定。為了克服上述缺點,引入激光技術(shù),對噴涂態(tài)陶瓷層進行激光表面改性,改變其組織特征和相結(jié)構(gòu),從而改善性能。
(1)預(yù)涂層制備 根據(jù)Q235鋼和噴涂陶瓷材料物理和化學(xué)性能的差異,設(shè)計如表1所示的階梯式涂層,基材噴砂處理后進行等離子噴涂,噴涂工藝參數(shù)見表2。
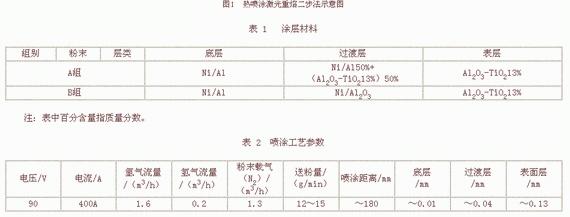
(2)激光重熔工藝 激光重熔使用2kW恒流電激勵CO2激光器,用氮氣作為保護氣體。激光重熔時,需針對不同涂層選擇合適的激光功率、光斑尺寸及掃描速度。當光斑為φ3mm,掃描速度為5mm/s時,表1中A組和B組涂層對應(yīng)的最佳值功率分別為330W和370W,激光功率低于最佳值時,陶瓷層熔化不完全,致密度差;而激光功率高于最佳值時又會導(dǎo)致陶瓷層、過渡層和底層的熔化。
3.等離子噴涂激光表面合金化(二步法)
表3列出AISI6150鋼基體進行激光表面合金化時所選擇的涂敷材料。這些涂敷材料首先用等離子噴涂,然后用1.2kW的CO2氣體激光進行熔融和合金化。經(jīng)處理后,獲得無孔的、結(jié)構(gòu)完整的合金化層。
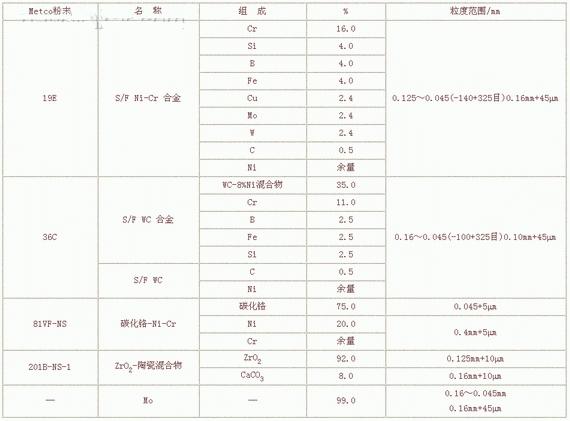
表 3 AISI鋼激光合金化前等離子噴涂的材料
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-08-19清華社“視頻大講堂”大系A(chǔ)utoCAD 2012中文版機械設(shè)計
- 2021-07-16AutoCAD R13實用技術(shù)PDF下載
- 2021-07-12Maya 節(jié)點技術(shù)教程 王澄宇編著PDF下載
- 2021-06-02AutoCAD建筑制圖技術(shù)與項目實踐PDF下載
- 2021-05-28常用零部件的AutoCAD二維參數(shù)化繪圖技術(shù)(上冊)PDF下載
- 2021-05-27常用零部件的AutoCAD二維參數(shù)化繪圖技術(shù)(上冊)PDF下載
- 2021-05-20清華社“視頻大講堂”大系A(chǔ)utoCAD 2012中文版電氣設(shè)計
- 2021-05-20清華社“視頻大講堂”大系A(chǔ)utoCAD 2012中文版機械設(shè)計