在生產(chǎn)加工中,刀具磨損過(guò)度就會(huì)引起工件的報(bào)廢甚至是機(jī)床的損壞,造成了一定的經(jīng)濟(jì)損失。因而,對(duì)切削過(guò)程中刀具磨損進(jìn)行監(jiān)測(cè)是十分重要的。刀具磨損監(jiān)測(cè)方法雖然種類繁多,但還沒(méi)有較為完善的監(jiān)測(cè)方法,一定程度上制約了機(jī)械加工水平的提高,因而,對(duì)刀具進(jìn)行磨損監(jiān)測(cè)研究又是十分必要的。
計(jì)算機(jī)視覺(jué)是計(jì)算機(jī)科學(xué)研究領(lǐng)域的重要分支,它通過(guò)對(duì)三維世界所感知的二維圖像進(jìn)行研究以提取出三維景物世界的物理結(jié)構(gòu)。圖像法的核心技術(shù)就是計(jì)算機(jī)視覺(jué)技術(shù),它具有非接觸性,并具有得到的磨損量精確、直觀性強(qiáng)的優(yōu)點(diǎn)。
本文運(yùn)用計(jì)算機(jī)視覺(jué)技術(shù),通過(guò)計(jì)算機(jī)識(shí)別圖像的方法來(lái)監(jiān)測(cè)加工過(guò)程中的刀具磨損情況,圖像處理的具體步驟包括:刀具磨損圖像的顯示、圖像旋轉(zhuǎn)、亮度調(diào)節(jié)、對(duì)比度調(diào)節(jié)、閾值處理、填充處理、顆粒去除處理、磨損帶VBmax測(cè)量、磨損帶面積測(cè)量和報(bào)警提示等。開(kāi)發(fā)的計(jì)算機(jī)視覺(jué)刀具檢測(cè)系統(tǒng)以NI公司的圖形化編程軟件Labview為開(kāi)發(fā)平臺(tái),運(yùn)用IMAQ Vision for Labview模塊編程共同完成。與傳統(tǒng)的編程方式相比,使用Labview開(kāi)發(fā)視覺(jué)系統(tǒng)可以使效率提高4~10倍。
由于在一般的切削加工過(guò)程中,刀具后刀面的磨損量是影響刀具耐用度的主要因素,因而本文的研究對(duì)象定為刀具后刀面。
一、圖像處理流程及原理分析
刀具的磨損形態(tài),通過(guò)CCD攝像機(jī)拍攝,經(jīng)圖像采集卡轉(zhuǎn)換傳送至計(jì)算機(jī)內(nèi)即可獲得刀具磨損圖片。本文在LabVIEW平臺(tái)上采用IMAQ Vision模塊對(duì)加工過(guò)程中所獲得的圖像進(jìn)行圖像分析,獲取后刀面磨損帶VB值及其磨損面積,再與預(yù)定的臨界值進(jìn)行比較,超過(guò)預(yù)定數(shù)值則系統(tǒng)報(bào)警,表示刀具過(guò)度磨損,以達(dá)到監(jiān)測(cè)后刀面磨損狀態(tài)的目的。
對(duì)于圖像的處理,大致可步驟為:原始圖像→圖像的預(yù) 處理→圖像處理→圖像測(cè)量分析,其具體流程如圖1。
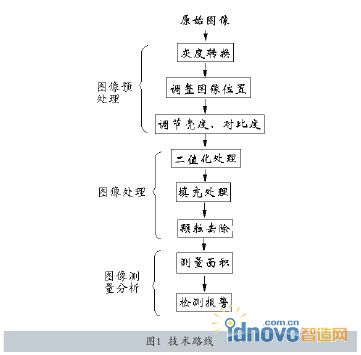
1.圖像的預(yù)處理
本文的研究目的是建立一個(gè)監(jiān)測(cè)刀具后刀面磨損的計(jì)算 機(jī)視覺(jué)系統(tǒng)。由于從CCD攝像機(jī)獲得的圖像含有很多噪聲,不利于最終的圖像處理。因此需要對(duì)圖像進(jìn)行預(yù)處理,消除這些不利因素,使實(shí)驗(yàn)結(jié)果達(dá)到最理想的效果。
首先,對(duì)于剛剛獲得的原始圖像,其顏色一定是彩色的,由于在進(jìn)行圖像處理時(shí),并不需要彩色的信息,過(guò)于豐富的色彩反而會(huì)影響到后期圖像處理的效率。所以第一步要進(jìn)行灰度轉(zhuǎn)換。這里,一幅8bit數(shù)字平面圖像用其灰度函數(shù)來(lái)表示。
 (1)
(1)
灰度轉(zhuǎn)換的效果就是將原有的彩色亮度信息表達(dá)成0~255之間的灰度信息。對(duì)于所獲得的圖像,由于相機(jī)拍攝位置是任意的,因而圖像中刀具的位置與角度也是任意的,根據(jù)刀具的磨鈍標(biāo)準(zhǔn), 實(shí)驗(yàn)的最終目的是要測(cè)量刀具磨損帶的 值及其面積,因而要將圖像預(yù)先進(jìn)行旋轉(zhuǎn)等位置調(diào)整,使刀具的圖像處于垂直的位置,這樣,計(jì)算出的值才是真正的實(shí)際值。
值及其面積,因而要將圖像預(yù)先進(jìn)行旋轉(zhuǎn)等位置調(diào)整,使刀具的圖像處于垂直的位置,這樣,計(jì)算出的值才是真正的實(shí)際值。
另外,在試驗(yàn)中,所獲得的圖像本身可能因?yàn)榱炼炔蛔悖蚺臄z出的物體對(duì)比度不理想,導(dǎo)致圖像信息提取困難, 所以要預(yù)先對(duì)圖像進(jìn)行亮度和對(duì)比度等的調(diào)節(jié)。
對(duì)比度調(diào)節(jié)實(shí)際上就是增強(qiáng)圖像中各部分的反差,調(diào)節(jié)對(duì)比度能使原有圖像變得更加清晰、輪廓分明。亮度調(diào)節(jié)就是 使原有圖像所有點(diǎn)的灰度值全部增加或全部減小,以使原來(lái)過(guò)于黑暗的圖像變亮或使原來(lái)過(guò)于明亮的圖像變暗。
2.圖像處理
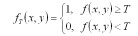
刀具的圖像包括灰度較大的磨損帶和灰度較小的背景。為了將物體分離出來(lái),需要對(duì)圖像進(jìn)行分割,設(shè)圖像 的灰度值范圍為
的灰度值范圍為 ,二值化閾值取
,二值化閾值取 。二值化處理可用下式表示:
。二值化處理可用下式表示:
 (2)
(2)
式中:是二值圖像。閾值化是輸入圖像到輸出圖像 的變換。如果像素來(lái)源于磨損帶,則
的變換。如果像素來(lái)源于磨損帶,則 ;如果像素來(lái)源于背景,則
;如果像素來(lái)源于背景,則
實(shí)際閾值T的選取,可以采用Ostu提出的最大類間方差法進(jìn)行閾值選取。由Ostu提出的最大類間方差法,是在判決分析最小二乘法原理的基礎(chǔ)上推導(dǎo)得出的,其基本思想是:把圖像中的像素按灰度值用閾值t劃分成目標(biāo)類 和背景類
和背景類 ,由灰度值在0~t之間的像素組成,由灰度值在(t+1)~(L-1)(L為圖象主灰度級(jí)數(shù))之間的像素組成,設(shè)
,由灰度值在0~t之間的像素組成,由灰度值在(t+1)~(L-1)(L為圖象主灰度級(jí)數(shù))之間的像素組成,設(shè) 為類間方差,則最優(yōu)閾值
為類間方差,則最優(yōu)閾值 是使
是使 取最大值時(shí)對(duì)應(yīng)的灰度級(jí),即:
取最大值時(shí)對(duì)應(yīng)的灰度級(jí),即:

式中,  分別為目標(biāo)和背景的灰度概率和,分別為目標(biāo)和背景的平均灰度值。
分別為目標(biāo)和背景的灰度概率和,分別為目標(biāo)和背景的平均灰度值。
最大類間方差法選取閾值的過(guò)程實(shí)質(zhì)上是一個(gè)尋求全局最優(yōu)解的過(guò)程,用以求得最合理的閾值T。
此外,由于光源照射的不均勻或物體表面本身高低不齊,即使在磨損帶中心也不是處處都十分明亮,偶爾也會(huì)出現(xiàn)較暗的斑點(diǎn),閾值化處理后,在磨損帶之中的這些點(diǎn)可能就因?yàn)檫^(guò)暗而被視為背景,使 ,造成處理的失真,因此有必要對(duì)這些點(diǎn)進(jìn)行進(jìn)一步的處理,那就是填充處理,人為地再將這些點(diǎn)再定義為
,造成處理的失真,因此有必要對(duì)這些點(diǎn)進(jìn)行進(jìn)一步的處理,那就是填充處理,人為地再將這些點(diǎn)再定義為 。
。
在二值化處理后,不僅在磨損帶中心會(huì)出現(xiàn)斑點(diǎn),整個(gè)圖像都會(huì)出現(xiàn)許多微小顆粒,這些顆粒可能會(huì)與磨損帶中的區(qū)域具有相同的灰度級(jí),這也是由于光照條件不均勻,或物體表面本身就高低不齊,導(dǎo)致光照后的反射呈現(xiàn)出或亮或暗的斑點(diǎn)所引起的。對(duì)于非磨損帶的斑點(diǎn),這時(shí)就要進(jìn)行顆粒去除的工序,用IMAQ Vision中的IMAQ Particle Filter可以實(shí)現(xiàn)該功能。它的工作原理是預(yù)先設(shè)定好需要除去的顆粒面積范圍,如0~400,那么程序運(yùn)行時(shí),在進(jìn)行閾值處理后仍保留面積大于400的 ,而面積小于400的
,而面積小于400的 被去除,使其
被去除,使其 。需要注意的是,這里的面積計(jì)算是用像素值作為單位的。
。需要注意的是,這里的面積計(jì)算是用像素值作為單位的。
3.圖像測(cè)量分析
在處理完圖像信息后,就可以得到一定的圖像數(shù)據(jù),需要將這些數(shù)據(jù)進(jìn)行分析。
首先要測(cè)得刀具磨損帶的VB值和刀具磨損面積,根據(jù)上步閾值處理后,圖像只呈現(xiàn)二值化形式,在IMAQ Vision for LabVIEW軟件中可以用IMAQ Particle Analysis來(lái)處理對(duì)于的相關(guān)信息,包括的磨損帶的面積、寬度、長(zhǎng)度、磨損帶中心的橫坐標(biāo)和縱坐標(biāo)等相關(guān)信息,分析得到的數(shù)據(jù)是一個(gè)數(shù)組,要將其轉(zhuǎn)化成為一個(gè)簇,并分別提取所需要的數(shù)據(jù),從而得到最終要測(cè)量的 值和面積值。
值和面積值。
圖像數(shù)據(jù)處理的最后一步就是要進(jìn)行檢測(cè),當(dāng)超過(guò)預(yù)先給定的臨界值時(shí),系統(tǒng)就要報(bào)警,表示刀具已經(jīng)過(guò)度磨損,提示工作人員需要做出更換刀具等相應(yīng)調(diào)整措施。
二、監(jiān)測(cè)程序開(kāi)發(fā)
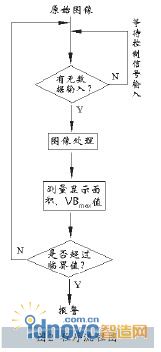
1.程序流程
圖像處理程序是在LabVIEW 軟件平臺(tái)上,采用IMAQ Vision for LabVIEW來(lái)開(kāi)發(fā)刀具磨損的監(jiān) 測(cè)程序,包括圖像的顯示、控制信號(hào)的輸入、圖像處理、測(cè)量和檢測(cè)報(bào)警等內(nèi)容,其中圖像處理 又包括灰度轉(zhuǎn)換、亮度/對(duì)比度調(diào)節(jié)、閾值處理和顆粒去除等, 程序流程圖如圖2所示。
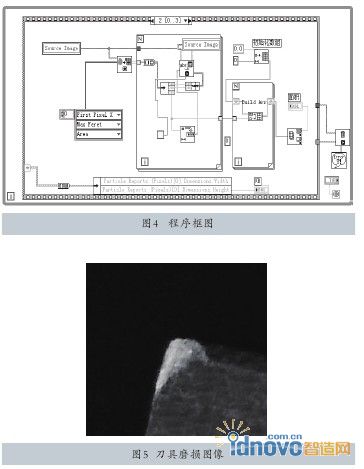
2.程序框圖及界面
圖3為在Labview平臺(tái)上開(kāi)發(fā)的監(jiān)測(cè)程序界面,圖4為L(zhǎng)abview 部分程序框圖。

三、實(shí)驗(yàn)結(jié)果
本文以破損刀具為例,通過(guò)計(jì)算機(jī)圖像處理分析得到該刀具的磨損帶信息,圖像處理操作步驟如下。
(1)通過(guò)CCD攝像機(jī)傳送至計(jì)算機(jī),經(jīng)灰度處理后得到圖像如圖5。
(2)輸入圖像的旋轉(zhuǎn)度數(shù),將圖像旋轉(zhuǎn)至相應(yīng)角度。本例中,輸入的旋轉(zhuǎn)度數(shù)10°,再對(duì)圖像進(jìn)行亮度、對(duì)比度調(diào)節(jié),輸入如下數(shù)據(jù)。
Brightness = 180
Contrast = 60.00
Gamma = 1.18
(3)進(jìn)行閾值處理,本例輸入Threshold Value的下限為71,上限為255。
(4)填充處理(FillHole):原理上就是將圖片中紅色區(qū)域中所包圍的黑色部分填補(bǔ),使之變換成紅色區(qū)域,填充處理時(shí)不需要輸入任何數(shù)據(jù),由計(jì)算機(jī)自行按順序進(jìn)行。
(5)顆粒去除:去除由于光照不均等原因在磨損帶周?chē)a(chǎn)生的亮點(diǎn),在圖像上也就是去除在圖像中磨損帶周?chē)募?xì)小紅色部分。顆粒去除的選擇控制欄是Selection Values欄。
在Selection Values欄里需要輸入的數(shù)據(jù)比較多,本例為如下數(shù)據(jù)。
特征:Area
Range Lower Value = 0
Range Upper Value = 400
Range: Include
Measurement Type: Pixel
(6)測(cè)量磨損帶面積和,通過(guò)應(yīng)用IMAQ Vision中的組 件可以自動(dòng)完成程序框圖的數(shù)據(jù)輸出。本例中,根據(jù)上述數(shù)據(jù),最后由計(jì)算機(jī)計(jì)算得到的數(shù)據(jù)如圖6所示。
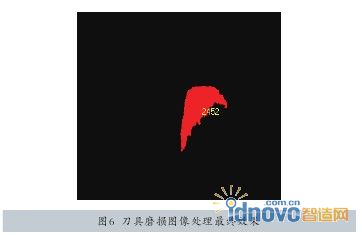
圖中,2452這個(gè)數(shù)值就是該區(qū)域的面積,即磨損帶的面積是2452pixel,經(jīng)相機(jī)標(biāo)定,可將像素值關(guān)聯(lián)表示成實(shí)際尺寸單位 ,為表達(dá)統(tǒng)一和方便,本文仍以像素作為尺寸單位。計(jì)算機(jī)測(cè)量的在程序界面最右端顯示,見(jiàn)圖3。
,為表達(dá)統(tǒng)一和方便,本文仍以像素作為尺寸單位。計(jì)算機(jī)測(cè)量的在程序界面最右端顯示,見(jiàn)圖3。
本例中,設(shè)置臨界為85pixel,臨界面積為2400pixel,而由計(jì)算機(jī)測(cè)得的實(shí)際為91pixel,實(shí)際面積為2452pixel。因而,經(jīng)過(guò)計(jì)算機(jī)分析后系統(tǒng)報(bào)警,表示刀具已經(jīng)過(guò)度磨損。
四、小結(jié)
本文在虛擬儀器LabVIEW的環(huán)境里,應(yīng)用IMAQ Vision for LabVIEW模塊對(duì)刀具后刀面的磨損進(jìn)行了圖像處理和分析,分析得到了刀具磨損的實(shí)驗(yàn)數(shù)據(jù),并配以報(bào)警系統(tǒng)的設(shè)計(jì),完成了刀具磨損監(jiān)測(cè)系統(tǒng)的軟件開(kāi)發(fā)。但本文中尚待研究的內(nèi)容有。
(1)光源照射條件的研究。不同光線下所獲得的刀具磨損圖像的效果是不一樣的,如何找到一個(gè)最佳位置以及如何調(diào)整光源的強(qiáng)度,以得到較為清晰、對(duì)比度強(qiáng)烈的圖像效果,這是將來(lái)所要研究的課題之一。
(2)磨損的輔助判斷標(biāo)準(zhǔn)。對(duì)于刀具磨損帶的測(cè)量,除了現(xiàn)有的判別標(biāo)準(zhǔn)以外,還可以考慮添加新的判別磨損標(biāo)準(zhǔn)作為輔助判別標(biāo)準(zhǔn),綜合判斷刀具的磨損狀況。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF