O 引言
激光打標機主要用于在金屬、塑料等各種材料表面標刻劃字符及圖案,在許多行業中有著廣泛的應用,如在產品上打出商標、出廠日期產品序列號等。與傳統打標機相比,激光打標機屬于非接觸性打標,對工作面無壓力,不會產生變形。對材料表面無污染、腐蝕,并且不需要任何耗材,有著廣闊的市場前景。標刻質量和標刻深度是高性能激光打標機最重要的幾項指標,對于激光打標系統的市場應用以及產品的標刻質量有著重要的影響。基于此,本文提出一個高性能標刻路徑優化的解決方案。
激光標刻中,在加工設定的標刻圖案時,激光束標刻行程之間以空行程連接,空行程即兩條標刻路徑之間關閉激光的那段路徑。由于空行程時激光器是關閉的,因此使用任何方式運行空行程都是可行的。但空行程的行走卻會直接影響到實際標刻圖案效果,對空行程與標刻行程的連接優化是提高實際圖形標刻后圖形質量的一種非常必要的步驟。傳統的空行程以前后相鄰標刻行程端點的直線連接過渡。但由于控制激光束行徑的振鏡偏轉鏡片具有一定的轉動慣量,這種過渡形式在高速標刻時會產生末段過沖和起始段側移現象,特別是在標刻精細圖案時比較明顯。
在沒有對空行程進行連接優化前,考慮到由于空行程不直接影響標刻效果,傳統空行程采用前一條可行程的終點直接與后一條空行程的起點直線連接來過渡,如圖1(a)。但是由于振鏡系統的偏轉鏡片運行接近其最大加速度和最大速度的臨界狀態,由于加速度非常大,雖然空行程直線連接最短,空行程掃描所需時間能夠減少,節約每一次的標刻時間。但是這樣控制激光軌跡,則在實際振鏡鏡片擺動中由于振鏡轉動慣量的影響其激光運行軌跡會與預設軌跡有所偏差,這種情況下以臨界加速度來行走空行程的一個問題是,會導致標刻路徑的起點和終點處出現指向空行程方向的偏離。因此,采用讓空行程在起點和終點處不再走直線,而是走一條起始方向和結束方向與對應實際標刻路徑相切的曲線的方法來解決,同時能夠保證振鏡系統的偏轉鏡片運行接近其最大加速度和最大速度的臨界狀態并順利過渡到標刻行程,如圖1(b)所示。在標刻路徑的插補計算上,采用速度規劃的概念來整體性地提高標刻效率和標刻性能。
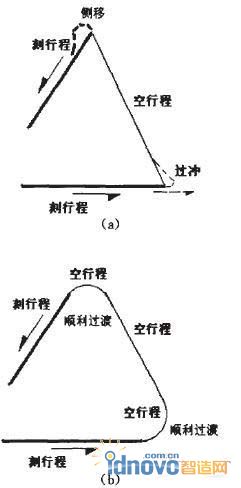
圖1與實際標刻路徑相切曲線過渡空行程
1 以切弧過渡連接標刻路徑
在本文的算法實現中,定義的連接曲線是一段半徑為固定半徑R的圓弧再加一段直線段來描述。因為圓是一種最簡單的二維曲線,它在數學上定義簡單,在實際的曲線分段中也最容易實現,因此我們通過上述方法來實現曲線過渡是合理且可行的。
理論上每條標刻行程的相切圓都有兩個,如圖2所示。對前一條標刻行程來說,因為標刻行程受行走矢量方向的約束,該行程的相切圓必須在終點處,如圖中B點,其半徑為固定值R。對后一條標刻形程來說,該行程的相切圓必須在起點處,如圖中C點,其半徑也都為R。那么在實際計算中我們只需各選取相應標刻行程的一個相切圓來圓弧過渡即可,但是這四個相切圓的組合會有四種選取情況,在每一種選取情況下,兩個圓的過渡路徑在數學上又可能會有四種相切方式。那么如何取舍相切圓的選取,以及如何計算相切路徑是一個很重要的問題。
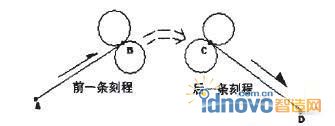
圖2兩條標刻行程間四種切弧路徑過渡
解決這個問題一個重要的原則,即使連接后的過渡曲線盡可能的短,來節約空行程行走時間。在實際的計算中,為了簡單起見我們通常取圓心之間距離最短的兩個相切圓。這樣固定相切圓選取后,在數學上會有四條切線(如圖3所示),其四條切線的計算過程如下:
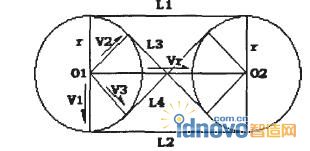
圖3兩相切圓.之間四條切線的計算
在兩條圓的切線的計算上,先給出切圓上如下相關定義:
r為兩圓的半徑;O1,O2分別為兩圓的圓心;Vr為兩圓心問的矢量,即Vr=O2一O1。
由以上定義可得出四條切線計算公式為
L1:(O1一rV1,O2一rV1),其中V1·Vr﹦0,并且| V1 |﹦1,從此式可得出V1有兩個矢量滿足條件,再通過V1×Vr≤0來限定V1的方向。同理,L2:(O1+rV2,O2一rV2)。
L3:(O1+rV2,O2一rV3,其中V2·Vr﹦2r,并且| V2 |﹦1,同上,V2也可能有個矢量滿足條件,仍然通過V2×Vr≥0來限定耽的方向。
同理L4:(O1+rV3,O2一rV3),其中V3·Vr=2r,并且| V3 |=1,V3×Vr≤0。
以上四條切線都是從圓O1到O2的方向,但在實際的計算中也有可能計算出相反的方向,不過這并不影響后續的計算。由于前后相鄰標刻行程是有矢量方向的,那么其每條切線與連接圓弧的走向必須與標刻行程與連接圓弧的走向一致,因為標刻行程其實也是一條切線,因此可描述為,兩條切線相對于其相切圓圓心的轉動方向一致。數學上有如下公式:
W1=V1×(O1一B)=V2×(O1一C),其中W1為轉動方向也即兩個矢量的叉乘積,V1為前一條標刻行程的矢量,O1為第一個切圓圓心,B為前一條標刻行程的終點,C為切線的起點,V2為切線的矢量方向。
W2=V2×(O2一D)=V3×(O2一E),其中W2為轉動方向,V3為后一條標刻行程的矢量,O2為第二個切圓圓心,E為后一條標刻行程的起點,D為切線的終點,V2為切線的矢量方向。
在理論上,符合以上兩個轉動方向定義的切線有且只有一條,因為符合前一條標刻行程的四條切線中有兩條切線的方向與W1的轉動方向相反,那么過濾后剩余的兩條切線中符合后一條標刻行程的兩條切線的方向又只有一個與W2相同,一個與W2相反,那么過濾掉與W2相反的那條切線,最后只有一條切線符合上述條件,如圖4所示。該條切線即最終所選取的切線。
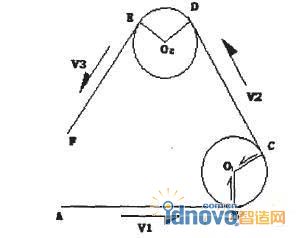
圖4根據轉動方向一致原則只可能有一條切線過渡
2優化連接應用
利用VC++平臺編程實現該優化算法模塊并加入到華中科技大學快速成形中心的激光標刻軟件PowerMarker系統后,載入一個PIT格式的紐扣標刻圖案,其整體優化效果如圖5所示,局部細節效果如圖6所示。其中的深色(綠色、黑色、藍色等)是標刻路徑,白色是空行程。

圖5 對紐扣標刻圖案應用連接路徑優先
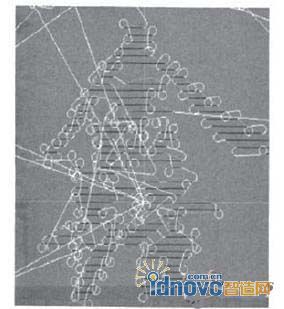
圖6 連接路徑優化圖案細節
在優化激光空行程路徑后,采用全局速度規劃的方法對所有標刻路徑和空行程進行插補優化處理,使其在激光運行路徑的任何位置處其加速度都不會超過振鏡所能承受的最大加速度,達到振鏡在對長路徑行走的時候可以達到高得多的最大速度和平均速度效果。全局速度規劃的思想為:根據加工曲線曲率半徑的變化,實時改變插補步長,在曲率半徑大的地方,采用大的速度,在曲率半徑小的地方采用小的加工速度,只要速度變化均勻,不是突然上升或下降,加工速度可以隨曲線的變化而變化。在插補過程中,每點速度取決于三個因素:(1)曲率半徑,半徑越大,速度越大,兩者的關系由插補誤差和振鏡特性決定;(2)該點到路徑終點的行走長度,保證能在終點處停止,不造成過沖;(3)振鏡所容許的最大速度。對優化后激光運行軌跡的插補優化如圖7所示,完全尺寸插補效果由于幅面原因沒有放入本文。

圖7空行程和刻行程的插補效果
利用該算法模塊進行實驗,在實驗平臺上,激光器采用50W的CO2:氣體激光器。振鏡系統采用美國Nutfield公司12mm鏡片的二維振鏡系統,標刻設備采用華中科技大學激光加工國家工程研究中心的紐扣機設備。在實驗工藝中,連接圓的半徑根據不同的標刻圖案和振鏡的具體性能來設置,目前采用的Nutfield公司的振鏡,其鏡片的最大速度可以達到lm/s。最大加速度可以達到10m/s,對于幅面在lOOmm×100mm以內的圖案,根據實驗其連接圓半徑理論上需要5mm,而對于大多數幅面在10mm×10mm以內的圖案其半徑lmm即可。其各種圖案的打標效果如圖8所示。

圖8 各種圖案的打標效果
3 結束語
基于該路徑優化算法的激光標刻軟件Power—Marker(圖9)已經在華中科技大學的HIS系列激光打標機上得到應用,與以往軟件相比,消除了實際標刻中在起點、終點和尖點等處的輪廓失真、過燒等缺陷,標刻效率和標刻質量得到極大的提高。
PowerMarker軟件運行界面
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF