本文介紹了數控指令中的幾個G系列命令及應用。
1. 設定工件坐標系指令(G50)
指令格式 G50 X_ Z_
指令功能 通過刀具起點或換刀點的位置設定工件坐標系原點。
指令說明 G50指令后面的坐標值表示刀具起點或換刀點在工件坐標系中的坐標值。
在編寫加工程序時,將工件坐標系的原點設定在工件的設計基準與工藝基準處,工件坐標系又稱編程坐標系,其坐標系原點又稱編程原點或編程零點。見圖1中的 0p點,這樣對編寫程序帶來很大的方便。
G50 指令的功能通過設置刀具起點或換刀點相對于工件坐標系的坐標值來建立工件坐標系,這里的刀具起點或換刀點是指車刀或鏜刀的刀尖位置。設置換刀點的原則,既要保證換刀時刀具不碰撞工件,又要保證換刀時的輔助時間最短。如圖1所示,設定換刀點距工件坐標系原點在Z軸方向距離為B,在X軸方向距離為A(直徑值),執行程序段中指令G50 XA ZB后,在系統內部建立了以0p為原點的工件坐標系。
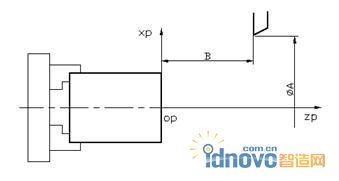
圖1 刀具起點設置(工件坐標系)
設置工件坐標系時,刀具起點位置可以不變,通過G50指令的設定,把工件坐標系原點設在所需要的工件位置上,如圖2所示。
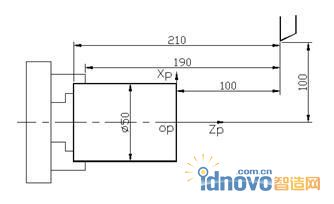
圖2 設置工件坐標系
工件坐標系原點設定在工件左端面位置:
G50 X200 Z210
工件坐標系原點設定在工件右端面位置:
G50 X200 Z100
工件坐標系原點設定在卡爪前端面位置:
G50 X200 Z190
顯然,當G50指令中相對坐標值A、B不同或改變刀具的刀具起點位置,所設定工件坐標系原點的位置也發生變化。
通過對刀操作,運用G50指令可以建立起刀點或換刀點相對于工件坐標系原點的位置關系。其具體操作步驟如下:
1) 回參考點操作 用HOME(回參考點)方式,進行回參考點操作,通過刀具返回機床零點消除刀具運行中插補的累積誤差。
2) 試切削操作 用手動方式操縱機床,首先切削工件外圓表面,然后保持刀具在X方向位置不變,沿Z方向退刀,記錄顯示在屏幕上X方向坐標值Xt,并測量試切后的工件外圓直徑D。然后切削工件的右端面,保持刀具在Z方向位置不變,沿X方向退刀,記錄顯示屏幕上Z方向坐標值Zt。
3)設定刀具起點位置 用手搖脈沖發生器移動刀具,使刀具移動至CRT屏幕上所顯示的坐標位置(Xt+A-D,Zt+B),這樣將刀尖置于所要求的起刀點位置(A,B)上,此時如果執行G50 XA ZB指令代碼,則CRT顯示的刀尖坐標位置(A,B),即數控系統用新建立的工件坐標系取代了原來的坐標系。
用 G50指令還可控制零件的加工精度,如果數控車床加工零件的直徑尺寸偏差超出了極限偏差值,可用工件坐標系平移的方法控制加工尺寸。一種方法是刀具起點位置不變,改變G50程序段中X坐標值A,坐標值A隨加工尺寸偏大而作相應的增加,反之,坐標值A隨加工尺寸偏小而作相應的減小。另一種方法是G50程序段中坐標值不變,改變刀具起點的位置,刀具起點距Z軸的距離隨加工尺寸偏大而作相應的縮小,反之,刀具起點距Z軸的距離隨加工尺寸偏小而作相應的增大。使用這兩種方法,在執行G50指令后都能調整加工尺寸的偏差。
有的數控系統用G54指令確定工件坐標系XpOpZp相對機床坐標系XOZ的位置,以此方法建立工件坐標系,G54指令中X、Z表示工件坐標系原點在機床坐標系中的坐標值。
例題1: 設Op點為工件坐標系原點,Op點在機床坐標系中的坐標值為(0,150),用G54指令設置工件坐標系。
G54 X0 Z150
2. 快速進給指令(G00)
指令格式 G00 X(U)_ Z(W)_
指令功能 G00指令表示刀具以機床給定的快速進給速度移動到目標點,又稱為點定位指令。
指令說明 采用絕對坐標編程,X、Z表示目標點在工件坐標系中的坐標值;采用增量坐標編程,U、W表示目標點相對當前點的移動距離與方向。
例題2: 如圖3所示,刀具從換刀點A(刀具起點)快進到B點,試分別用絕對坐標方式和增量坐標方式編寫G00程序段。
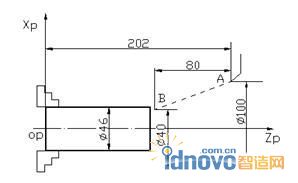
圖3 快速定位
絕對坐標編程:
G00 X40 Z122
增量坐標編程:
G00 U-60 W-80
3. 直線插補指令(G01)
指令格式 G01 X(U)_ Z(W)_ F_
指令功能 G01指令使刀具以設定的進給速度從所在點出發,直線插補至目標點。
指令說明 采用絕對坐標編程,X、Z表示目標點在工件坐標系中的坐標位置;采用增量坐標編程U、 W表示目標點相對當前點的移動距離與方向,其中F表示進給速度,在無新的F指令替代前一直有效。
例題3: 如圖4所示,設零件各表面已完成粗加工,試分別用絕對坐標方式和增量坐標方式 編寫G00,G01程序段。

圖4 直線插補
絕對坐標編程:
G00 X18 Z2 A-B
G01 X18 Z-15 F50 B-C
G01 X30 Z-26 C-D
G01 X30 Z-36 D-E
G01 X42 Z-36 E-F
增量坐標編程:
G00 U-62 W-58 A - B
G01 W-17 F50 B-C
G01 U12 W-11 C-D
G01 W-10 D-E
G01 U12 E-F
4. 圓弧插補指令(G02,G03)
指令格式 G02 X(U)_ Z(W)I_ K_ (R) F_
G03 X(U)_ Z(W)I_ K_ (R) F_
指令功能 G02、G03指令表示刀具以F進給速度從圓弧起點向圓弧終點進行圓弧插補。
指令說明 1)G02為順時針圓弧插補指令,G03為逆時針圓弧插補指令。圓弧的順、逆方向判斷見圖5左圖,朝著與圓弧所在平面相垂直的坐標軸的負方向看,順時針為G02,逆時針為G03,圖5右圖分別表示了車床前置刀架和后置刀架對圓弧順與逆方向的判斷;
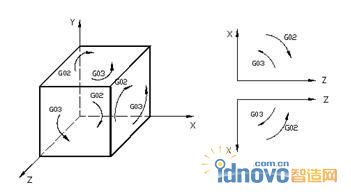
圖5 圓弧的順逆方向
2)如圖6,采用絕對坐標編程,X、Z為圓弧終點坐標值;采用增量坐標編程,U、W為圓弧終點相對圓弧起點的坐標增量,R是圓弧半徑,當圓弧所對圓心角為 0°~180°時,R取正值;當圓心角為180°~360°時,R取負值。I、K為 圓心在X、Z軸方向上相對圓弧起點的坐標增量(用半徑值表示),I、 K為零時可以省略。
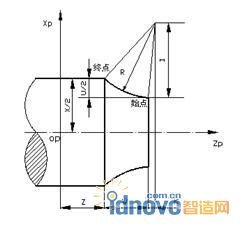
圖6 圓弧插補
例題4: 如圖7所示,走刀路線為A-B-C-D-E-F,試分別用絕對坐標方式和增量坐標方式編程。
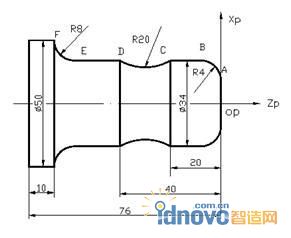
圖7 圓弧插補應用
絕對坐標編程
G03 X34 Z-4 K-4(或R4)F50 A-B
G01 Z-20 B-C
G02 Z-40 R20 C-D
G01 Z-58 D-E
G02 X50 Z-66 I8(或R8) E-F
增量坐標編程
G03 U8 W-4 k-4(或R4)F50 A-B
G01 W-16 B-C
G02 W-20 R20 C-D
G01 W-18 D-E
G02 U16 W-8 I8(或R8) E-F
5. 螺紋切削指令(G32)
指令格式 G32 X(U)_ Z(W)_ F_
指令功能 切削加工圓柱螺紋、圓錐螺紋和平面螺紋。
指令說明 1)F表示長軸方向的導程,如果X軸方向為長軸,F為半徑值。 對于圓錐螺紋(圖8),其斜角α在450以下時,Z軸方向為長軸;斜角α在450~900時,X軸方向為長軸;
2) 圓柱螺紋切削加工時,X、U值可以省略,格式為 G32 Z(W)_ F ;
3) 端面螺紋切削加工時,Z、W值可以省略,格式為 G32 X(U)_ F ;
4) 螺紋切削應注意在兩端設置足夠的升速進刀段δ1和降速退刀段δ2。
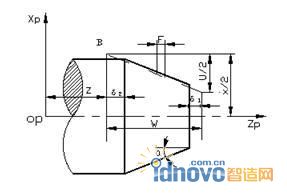
圖8 螺紋切削
例題5: 如圖9所示,走刀路線為A-B-C-D-A,切削圓錐螺紋,螺紋導程為4mm , δ1 = 3mm,δ2 = 2mm,每次背吃刀量為1mm,切削深度為2mm。
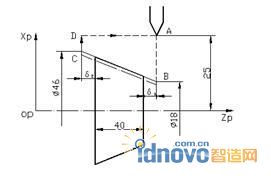
圖9 螺紋切削應用
G00 X16
G32 X44 W-45 F4
G00 X50
W45
X14
G32 X42 W-45 F4
G00 X50
W45
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF