摘要:多軸聯(lián)動數(shù)控加工編程是大型雕塑曲面零件加工的最重要任務之一。本文介紹五軸聯(lián)動數(shù)控加工大型雕塑曲面編程中涉及到的刀位軌跡計算、切削仿真、機床運動碰撞仿真、后置變換等關鍵技術。針對這些技術進行研究開發(fā),實現(xiàn)了大型水輪機葉片的五軸聯(lián)動數(shù)控加工,并成為葉片加工的編程工具。
關鍵詞:數(shù)控編程;CAM;數(shù)控加工;曲面加工
1. 引言
大型雕塑零件的數(shù)控加工是一項非常艱巨的任務,如大型水輪機葉片、螺旋槳葉片等是由多張雕塑曲面組成的封閉曲面體零件,其加工面積從幾平方米到數(shù)十平方米。采用五軸聯(lián)動數(shù)控加工是目前最有效的加工方法,但是通用CAD/CAM軟件并不能完全或者很好地解決這類復雜雕塑曲面零件的五軸聯(lián)動加工編程問題[1]。大型雕塑曲面零件的數(shù)控加工編程是實現(xiàn)其數(shù)字化制造的關鍵技術之一[2],它涉及加工工藝規(guī)劃、計算機技術、數(shù)學、計算幾何、微分幾何、人工智能等眾多學科領域的知識,其數(shù)控編程過程是一個數(shù)字化仿真評價及優(yōu)化的過程。雕塑曲面零件的數(shù)控編程是在幾何造型和加工工藝規(guī)劃的基礎上,在計算機上進行刀位軌跡計算、仿真、優(yōu)化并驗證加工過程,以有效地生成滿足五軸聯(lián)動加工要求的高質量數(shù)控加工程序。大型雕塑曲面零件數(shù)控加工編程涉及多方面的技術,其關鍵技術包括[1-5]:①雕塑曲面的三維幾何造型;②根據(jù)零件上各張雕塑曲面的性態(tài),合理地進行刀位軌跡規(guī)劃和計算;③切削仿真與刀具干涉檢驗;④機床運動仿真與碰撞干涉檢驗;⑤機床運動的后置變換;
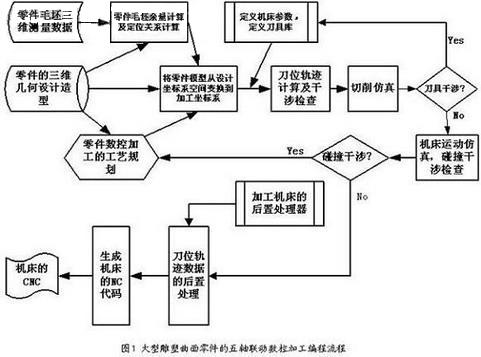
2. 大型雕塑曲面零件數(shù)控加工編程的流程
大型雕塑曲面零件的五軸聯(lián)動數(shù)控加工編程比一般零件加工編程復雜得多,主要采用離線編程方式。為了保證數(shù)控加工程序的可靠性,一般采用針對具體的加工對象特點和要求,在通用的CAM軟件進行二次開發(fā)來完成刀位軌跡計算、切削仿真與機床運動仿真。各具體的雕塑曲面零件雖然有獨自的特點,但是這類零件的數(shù)控加工中編程過程基本一致。以大型葉片類零件為例[2],我們在SDRC/ Camand®軟件上進行開發(fā)實現(xiàn)的的編程過程如圖1所示。
3. 大型雕塑曲面五軸聯(lián)動數(shù)控加工的刀位軌跡生成
五軸聯(lián)動數(shù)控加工的刀位軌跡計算是大型雕塑曲面零件加工中一個很重要的問題,為了獲得好的表面質量和高的加工效率,要求在零件上不同區(qū)域的曲面形狀需要采取與之相適應的加工方式。高質量的刀具軌跡生成方法除應保證編程精度和無干涉外,同時應滿足通用性好、加工效率高、代碼量小等等條件。對于雕塑曲面的多軸聯(lián)動端銑加工,均采用行切加工方式,各種行切加工方式均可歸結為曲面上曲線的加工問題,這樣就提出了如何根據(jù)加工的曲面生成正確的刀位軌跡的問題。由曲面模型生成無干涉刀位數(shù)據(jù)主要有以下幾種方法:& #129;曲面模型→無干涉CC數(shù)據(jù)→CL數(shù)據(jù);曲面模型→多面體模型→CL數(shù)據(jù);& #402; 曲面模型→偏置面模型→CL數(shù)據(jù);& #8222; 曲面模型→CC數(shù)據(jù)→無干涉CL數(shù)據(jù)。經(jīng)分析,在大型雕塑曲面的五軸聯(lián)動加工中一般采用第& #8222;種方法生成刀位數(shù)據(jù),其刀位數(shù)據(jù)的生成過程如圖2所示的流程。
3.1 五軸聯(lián)動加工的刀位軌跡規(guī)劃
針對雕塑曲面零件的各張曲面的特點,進行合理的刀位軌跡規(guī)劃和計算,是在保證加工質量要求的前提下高效率加工出大型零件關鍵的技術之一。如大型葉片數(shù)控加工的刀位軌跡規(guī)劃中,首先應考慮葉片的流體動力特性,確定和優(yōu)化走刀路徑。第二步應根據(jù)葉片曲面幾何設計要求,控制和合理分配誤差[3],采用適合各曲面的刀具幾何形狀和參數(shù),合理確定走刀步長和走刀行距計算出刀具切觸(CC)點的數(shù)據(jù)。大型曲面加工可采用等殘余高度規(guī)劃法搜索計算相鄰的CC軌跡,完成走刀行距計算。在大型雕塑曲面的刀位軌跡規(guī)劃中既要嚴格控制加工誤差,又要盡可能提高加工效率。目前的CNC系統(tǒng)在五軸聯(lián)動控制時一般只有線性插補功能,而五軸聯(lián)動加工的各軸的聯(lián)動規(guī)律是復雜的非線性關系,在CAM系統(tǒng)中,由弦弓高誤差來近似確定加工誤差和進給步長,而沒有考慮回轉軸的擺動長度對加工誤差的影響[3]。另外在大型葉片加工中,回轉軸的擺動長度一般都相對較大,這些非線性誤差對大型雕塑曲面加工加工尤為重要[3],可采用考慮三維非線性誤差來計算走刀步長[2]。第三步,應根據(jù)各曲面的曲率分布情況,確定合理的刀軸控制方式等,計算刀軸矢量,實現(xiàn)五軸聯(lián)動刀位軌跡計算。
3.2 五軸聯(lián)動數(shù)控加工的刀軸矢量計算
在五軸聯(lián)動數(shù)控加工曲面的過程中,刀軸矢量是由定義在刀位軌跡上的局部坐標系(Frenet坐標架)的 λL(后跟角)和ωL(擺轉角)兩個角度來確定[2]。當 λL=ωL=0時,為刀具軸垂在于表面的端銑方式,當ωL=90°時,為刀具軸平行于加工表面的側銑方式。刀軸控制方式是影響五軸聯(lián)動加工效果的一個重要因素,其確定原則是獲得高的切削效率,同時考慮加工中可能存在的刀具干涉現(xiàn)象。另外,它對于刀具的切削壽命、機床的受力狀況等都有影響。五軸聯(lián)動加工中刀軸控制的最高境界是具有隨曲面變化的自適應能力,在避免干涉的前提下獲得最佳的加工效果。由于問題的復雜性,目前的CAM系統(tǒng)中一般在五軸聯(lián)動端銑加工方式提供了Sturz方法,即人工輸入固定傾角,如何確定這兩個角度便成為雕塑曲面的五軸聯(lián)動加工刀位軌跡計算的關鍵問題。
在雕塑曲面零件的五軸聯(lián)動加工刀位計算時,根據(jù)各張曲面加工的特點,確定其控制刀軸的姿態(tài)的兩個角度。實際加工表明,λL和ωL值太大,不僅降低加工效率,而且惡化了刀具的切削條件。對于小曲率的曲面,采用大直徑面銑刀,一般只需要調整λL即可。因此在實際工程中,為了提高計算效率,在確定刀軸矢量的時候,可以先不考慮刀桿與整個零件曲面的干涉(碰撞)情況而只考慮刀盤底面與加工點附近局部加工表面的干涉 (啃切)情況,其λL可以按如下的簡化方法計算確定[2]。
將通用加工刀具的刀具模型簡化為半徑等于有效刀具半徑為Re=R1+R2sinλL的端銑刀,設加工表面的微分幾何結構為凹橢圓點表面(即加工表面的主曲率K1和K2都大于零),銑刀與加工表面切觸于CC點,在CC點建立局部坐標系,設Kb和Kf分別為加工表面在CC點處沿b方向和f方向的法曲率。取Kε=max(Kf,Kb),通過推導分析,要刀盤與切觸點微區(qū)域間的不干涉,刀具的后跟角應滿足:
sin λL ≧ KεRε (1)
由于刀具的有效切削半徑Rε是隨的λL變化而變化,并取:
λL = arcsin(KεRε )+2° (2)
根據(jù)加工表面的曲率計算分析[2]確定曲面的局部性態(tài),在凹橢圓點外,雙曲點、凹拋物點可按上式計算,對于凸拋物點和凸橢圓點, 取:λL =2°即可。
4. 大型雕塑曲面的數(shù)控加工仿真
由于大型雕塑曲面零件的形狀復雜,盡管在數(shù)控編程時對各張曲面造型、工藝規(guī)劃、刀位規(guī)劃、后置處理等方面都作了非常仔細工作,但仍不能確保所生成的數(shù)控加工程序不存在任何問題。其中可能發(fā)生的問題有:加工過程中的過切與欠切、刀桿和聯(lián)接系統(tǒng)與零件、機床各運動部件與零件和夾具間的干涉碰撞,以及加工過程中切削刀具的過負荷等。在大型雕塑曲面零件數(shù)控加工過程中,這些問題常常是致命的,將損壞機床、刀具和工件,從而造成巨大的損失。因此,在加工刀位軌跡或者程序生成后,必須對其正確性進行檢驗,并針對其存在的問題進行修改,直到形成合格的零件程序。對于大型雕塑曲面零件加工,包括切削過程的幾何仿真和機床運動仿真。首先進行切削過程仿真,檢查加工過程中葉片的過切與欠切。為了機床和葉片的安全,進一步進行機床運動仿真以防機床運動部件碰撞和刀桿干涉等是非常必須的。如仿真中發(fā)現(xiàn)碰撞和干涉,必須修改加工方案或者加工方法。大型雕塑曲面零件數(shù)控加工是一個非常復雜的工藝過程,通過在計算機上的仿真加工,可以反復修改完善尋求合理的加工工藝規(guī)劃,優(yōu)化加工方案,優(yōu)化刀具的幾何參數(shù)和切削參數(shù)等。
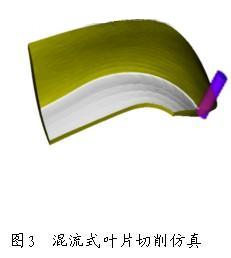
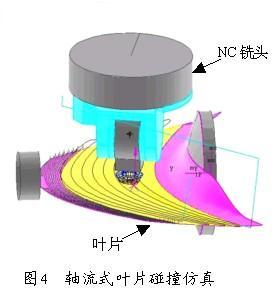
數(shù)控加工仿真技術是將葉片的真實加工過程在虛擬加工環(huán)境中進行映射,首先要求對采用的數(shù)控機床、加工刀具、零件毛坯及夾具等真實的加工環(huán)境進行映射構造出仿真(虛擬的)加工環(huán)境。數(shù)控加工仿真是通過軟件模擬加工環(huán)境、刀具路徑和材料切除過程,從而達到模擬數(shù)控加工過程的目的。在我們開發(fā)的大型水輪機轉輪葉片的五軸聯(lián)動數(shù)控加工技術中,考慮到葉片五軸聯(lián)動加工計算的復雜性及工程實際要求加工過程仿真計算的高可靠性。在SDRC/Camand®和CGtech/Vericut®上進行開發(fā)來實現(xiàn)大型水輪機葉片加工過程仿真功能要求,并且實現(xiàn)刀位軌跡計算與加工過程仿真的集成。刀位軌跡生成后可直接進行加工過程的幾何仿真。該仿真系統(tǒng)的功能如圖2所示,在該仿真環(huán)境中,采用數(shù)值算法獲取加工過程中機床、刀具和零件的關鍵幾何信息,通過對刀位(CL-Data)文件或者NC程序的翻譯,提取出加工過程運動驅動指令,根據(jù)給定的時間系列間隔,生成刀具掃描體,通過刀具掃描體與零件模型運算來反映零件的切削過程。通過該仿真系統(tǒng)可以反復修改完善尋求合理加工工藝規(guī)劃,優(yōu)化加工方案,優(yōu)化刀具的幾何參數(shù)和切削參數(shù)等,這已成為工程實際大型葉片數(shù)控加工編程過程中檢驗程序和優(yōu)化加工方案必不可少的手段。如圖3是對一大型混流式水輪機葉片進行切削仿真,如圖4 是對一大型軸流式水輪機葉片進行切機床運動碰撞干涉檢驗仿真,仿真在大型龍門移動式數(shù)控加工中心上加工。
5. 機床運動的后置變換
五軸聯(lián)動數(shù)控加工后置處理是雕塑曲面零件數(shù)控加工編程技術的一個重要內容,它將前述生成的刀位數(shù)據(jù)轉換成適合于具體機床的運動數(shù)據(jù)和數(shù)控加工程序。其關鍵技術內容包括:機床運動學建模與求解、機床結構誤差補償、機床運動非線性誤差校核修正、機床運動的平穩(wěn)性校核修正、進給速度校核修正及代碼轉換等。因此,有效的后置處理對于保證葉片的加工質量、效率與機床可靠運行具有重要作用。需要說明的是我們采用的大型龍門移動式數(shù)控加工中心為90年代初的德國產品,配置的Sinumerik 880M CNC數(shù)控系統(tǒng)沒有G93 (恒表面進給速度)指令,對于五軸聯(lián)動加工出的曲面表面質量有較為嚴重的影響。根據(jù)表面切削進給速度是機床各軸運動合成的結果的原理,通過后置計算進行處理使該問題得到了解決。
6. 大型雕塑曲面零件數(shù)控加工實例
以大型水輪機葉片的五軸聯(lián)動數(shù)控加工為例,在考慮加工要求進行葉片曲面幾何造型的基礎上,結合前述的理論研究在SDRC/Camand®軟件進行開發(fā),我們實現(xiàn)大型葉片五軸聯(lián)動數(shù)控加工的刀位軌跡計算和加工仿真,并已作為大型葉片五軸聯(lián)動數(shù)控加工的編程工具并用于多個項目的實際加工中。如圖5為三峽電站水輪機葉片數(shù)控加工。該混流式轉輪的喉部直徑為φ9.8m、重量為460000kg,是目前世界上最大的混流式轉輪。葉片是典型的“X”型混流式葉片,葉片的最小包容體為:5500(長)´4650(寬)´1900(高)mm, 每個葉片毛坯重量約29000kg左右,葉片精加工后重量為18700kg,每個葉片的加工面積為40.2m2。采用φ250mm曲面面銑刀進行粗銑、φ160mm曲面面銑刀進行半精銑和精銑葉片的正、背面。采用五軸等殘余高度加工方式加工葉片正、背面。在同樣精度要求下,通過計算比較,采用等殘余高度計算比采用CAM中的等參數(shù)法的刀位軌跡總長減少近15%,大大地提高了加工效率。
7. 結束語
大型雕塑曲面零件在發(fā)電設備、汽車、飛機、模具等行業(yè)中被廣泛應用,其數(shù)控加工編程是這類零件制造中的難點問題之一。本文針對五軸聯(lián)動加工大型雕塑曲面零件的數(shù)控編程過程、合理的刀位軌跡規(guī)劃及計算、切削仿真、機床運動仿真、后置變換等關鍵技術進行了研究開發(fā)。針對大型雕塑曲面加工中既要嚴格控制加工誤差,又要盡可能提高加工效率,提出在計算五軸聯(lián)動加工刀位時采用等殘余高度刀位規(guī)劃,并考慮三維非線性誤差來計算走刀步長的刀位軌跡生成策略。分析和確定了大型雕塑曲面零件五軸聯(lián)動加工中的刀軸控制給定和計算方法。結合大型水輪機葉片五軸聯(lián)動數(shù)控加工技術要求,在SDRC/Camand®上進行開發(fā),構造葉片數(shù)控加工仿真的編程環(huán)境,實現(xiàn)大型轉輪葉片的五軸聯(lián)動數(shù)控加工的刀位軌跡計算和加工仿真。已作為大型水輪機葉片五軸聯(lián)動數(shù)控加工的編程工具用于實際生產中。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF