在鋼鐵企業的日常生產過程中,鐵水罐扮演著非常重要的角色,其主要用于鐵水的盛裝和輸送。鐵水罐為球缺底圓錐體罐,罐外殼由鋼板與吊架焊接而成,內襯砌筑耐火磚。在鐵水罐的兩端沿垂直兩邊耳軸的方向有一大一小兩個罐嘴。這兩個罐嘴主要負責罐中鐵水的盛接和傾倒。在鐵水罐的制造過程中,罐嘴的制造最為困難。
由于兩個罐嘴的曲面不規則,受傳統手工放樣法展開曲面的制約,以往生產制造的曲面都不光滑,罐嘴中間存在著明顯“凸起”,給煉鐵廠在盛接與傾倒鐵水帶來很大的不便。針對上述情況,我們決定改變以往的制造工藝,采用Pro/ENGINEER三維設計軟件來對罐嘴的曲面進行建模和展開放樣。事實證明,這種方法可以很好地解決上述技術難題。下面筆者結合本單位生產制造的210T鐵水罐來說明罐嘴的建模和制造方法。
一、曲面的建模和展開
1.曲面的建模
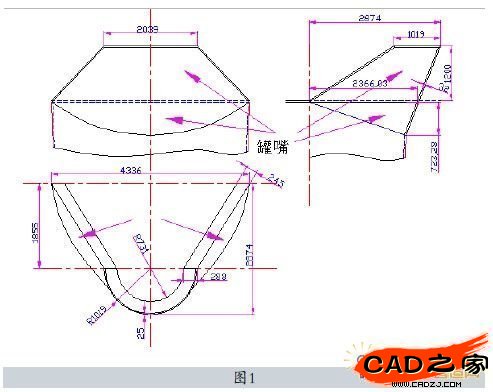
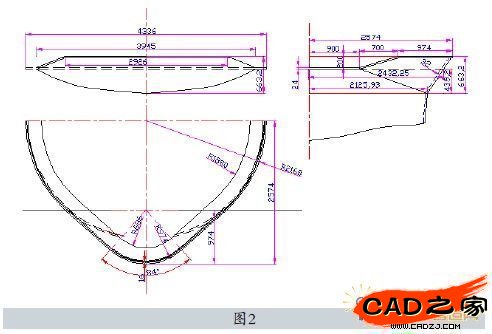
圖1和圖2是生產中所用到的罐嘴施工圖樣,圖1是大罐嘴,圖2是小罐嘴。從該圖上我們很難準確地繪制出罐嘴的曲面展開圖用于鋼板下料切割,即使能夠繪出,也很難滿足生產制造的需要。為此,我們采用Pro/ENGINEER Wildfire3.0(下面簡稱Pro/ENGINEER)來進行三維建模,進行曲面的構建。該軟件是目前機械設計領域普遍使用的三維實體建模軟件,相比傳統的二維平面設計軟件,其具有強大的3D功能。在軟件的建模過程中,我們可以實時把握曲面的形成過程,做到邊創建模型邊利用軟件提供的修改工具進行修改,以期達到車間的生產制造水平。下面是具體的建模步驟。
首先我們需要繪制出鐵水罐的罐體,接著繪制出兩個罐嘴上面的法蘭盤(即俯視圖中的圓弧和直線部分),然后在與罐體主視圖平行的平面上繪制出在罐體曲面上進行“曲面掃描”所需要的投影曲線。
這里需要說明的是,在進行法蘭盤的繪制時用到了投影曲線,因為只有這樣才能保證設計出來的罐嘴法蘭符合施工圖中的三視圖的對應關系,確保建模準確。在罐嘴法蘭下表面和罐體上的投影曲線都建立好后,開始罐嘴曲面的構建,圖3就是我們構建的三維模型。
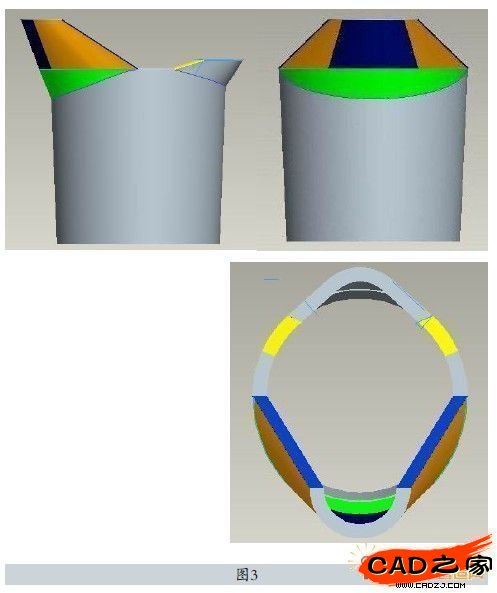
在構建罐嘴曲面的過程中,有以下幾個細節需要特別注意。
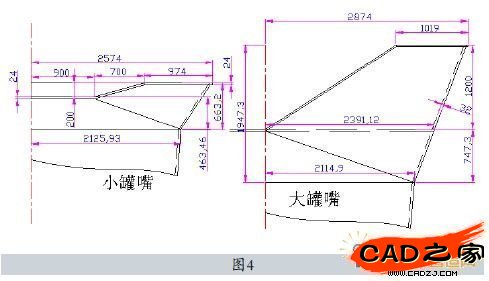
(1)大罐嘴中間的曲面過渡(圖3中的藍綠分界線)在曲面建模過程中很重要,必須有此一步。這是因為軟件的“曲面掃描”功能不能在跨度如此大的兩條投影線段之間進行自動掃描,強行掃描會得到曲面交叉,造成建模失敗,因此要借助中間的綠色部分過渡。將這個過渡區選在罐體的邊緣,即圖4 中大罐嘴尺寸線處,是筆者在多個建模方案中得到的經驗。
(2)在進行掃描曲線的繪制時,必須用到投影曲線,因為在罐體曲面上不能繪制平面曲線。
(3)在曲面掃描的過程中,必須實時調整掃描曲線上構造點的位置,以期得到光滑的曲面。
(4)圖4中的小罐嘴曲面掃描不需要過渡,可以直接掃描得到。
2.曲面的展開
在曲面構建好后,需要借助軟件“插入”工具欄中“高級”選項里的“展開面組”功能,對構建好的曲面進行展開。在進行“展開面組”的過程中,首先對要展開的曲面進行曲面復制,而后合并相鄰曲面,并選定展開基準點,之后再進行曲面的展開。
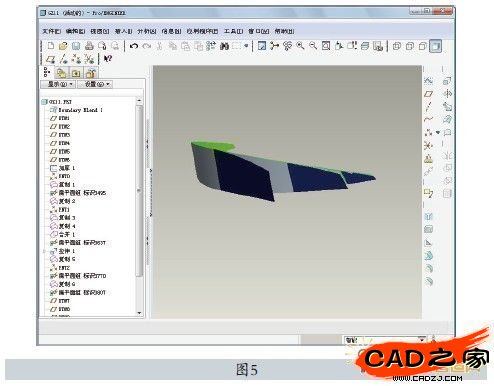
這里有一點需要注意:展開的曲面要選定在鋼板厚度方向所在的中心線上,這樣得到的才是鋼板折彎回去的真實曲面。圖5所示為小罐嘴曲面展開的式樣,大罐嘴類似。
二、曲面的彎制和組裝
在把不規則的罐嘴曲面展開成平直的板材后,我們需要把平直的板材彎制成立體圖中的彎曲曲面,進而與罐體進行焊接組裝。
1. 罐體的彎制
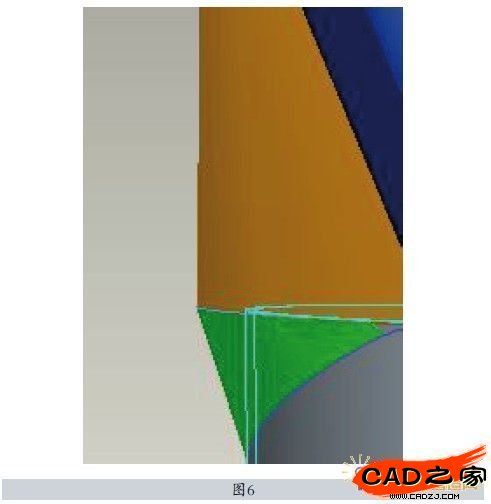
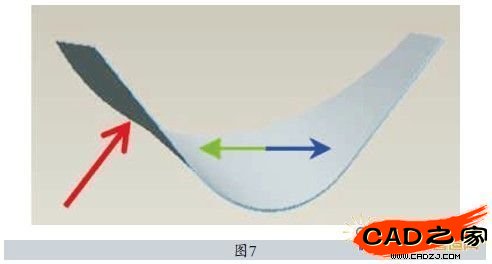
通過計算機建模,我們發現通過一塊整板要彎制出如圖3所示的大罐嘴比較困難——這一點可以通過旋轉立體圖看出來。因為從罐嘴的中心到罐嘴的兩邊,大罐嘴上部和下部之間的連接不全是直線,越往罐嘴方向,邊緣兩部分之間的連接彎曲越明顯(如圖6所示的黃色和綠色相交部位)。當然,兩塊板之間的過渡是光滑的,彎曲角度也不大,對將來在罐嘴內部放置耐火材料并沒有影響。但是如果為了下料簡單,把制作大罐嘴的鋼板通過數控火焰切割機割成一整塊進行制作,那樣會很難制作(已在實踐中嘗試)。基于此,為了制造的方便,通過分析,筆者把大罐嘴分成4部分制作:2塊邊緣部分(如圖6中的黃色部分所示),1塊中間部分(如圖6中藍色部分所示),1塊下部(如圖6中綠色部分所示),這樣制作起來會比較方便,也便于彎制。對小罐嘴,經過分析,我們采用一塊板整體下料,不分割(考慮到焊縫越少越好),如圖7。
在罐嘴鋼板切割機下好料后,用卷板機和壓力機相結合的方式進行曲面的彎制。在彎制過程中遇到的問題及采取的解決方法主要有以下幾點。
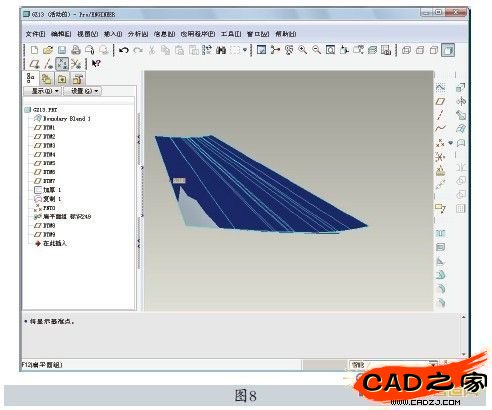
(1)由于罐嘴所涉及的材料比較厚(δ=32mm),小壓力機的壓力達不到,因而必須用大壓力機進行壓制。但由于大壓力機的輥子直徑太大,曲面較彎曲的地方不容易壓出實際的曲面,加工出來的效果是曲線壓成了直線。對于這種情況我們采用卷板機和壓力機聯合壓制的方法,即:先由卷板機壓出大概外形,而后再用壓力機配合模具進行局部壓彎。這里我們可以從Pro/ENGINEER鋼板曲面展開圖里得到鋼板曲面的壓制線,如圖8中所示的亮條線段部分,并測得相應壓制線在整個展開曲面上的位置,便于鋼板在壓力機的V形槽模具中進行壓制。
(2)由于罐嘴板比較厚,尺寸比較大,使得操作者在卷板機彎制的過程中不能及時調整板的位置,無法卷制出合適的曲面,也不便于批量化生產(我公司共需壓制7套大小罐嘴)。針對這種情況,我們根據第一套罐嘴曲面的彎制軌跡, 設計出板材沿著卷板機邊輪的滑動軌跡。而后,在一塊輔助板上割出滑動軌跡,把有滑動軌跡的板和罐嘴曲面所在的板焊接在一起,放到卷板機上,使滑動軌跡和卷板機邊輪貼合,這樣在卷板的過程中就能使得罐嘴曲面板沿著輔助板上的滑動軌跡滾動,從而卷制出罐嘴曲面的大體樣式,然后再利用壓力機進行壓制。
(3)在壓制過程中,考慮到有扭曲的地方,如圖7中箭頭所示部位,我們通過加H型梁支撐焊接固定未扭曲部位,在圖7中藍綠箭頭指示的部位,對扭曲部位進行火焰加熱,而后用千斤頂和手動葫蘆等工具進行適度調節,以其達到扭曲的程度。
在把罐嘴曲面彎制好后,我們主要通過以下幾個原則對彎制的曲面進行檢查,以期達到圖樣要求。
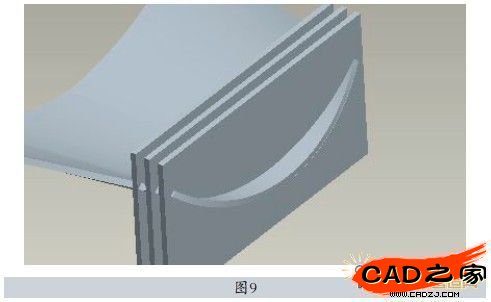
(1)通過Pro/ENGINEER建模,我們制作出測量罐嘴邊緣圓弧的樣板,如圖9所示。通過在罐體圖中與基準面建立適當角度的平行輔助方板,而后利用軟件的“切除”功能,得到圓弧所在部位的樣板。在彎制過程中,我們可以用樣板實時測量圓弧是否彎制過度。
(2)通過利用Pro/ENGINEER軟件所提供的“測量”功能,對罐嘴曲面邊緣兩端距離進行測量,檢查曲面是否彎曲到了規定的形狀。
(3)把彎制好的罐嘴上下兩個面放在地面上,目測上下兩個面是否水平。如水平,且與地面間間隙較小,則說明曲面已彎制到位,否則,則需繼續彎制。這是因為在罐體三視圖中,罐嘴曲面與罐體相接處以及和法蘭結合處在投影圖上都是水平的,如圖3中所示。因而可以通過這一點檢查曲面的彎曲程度。
通過上述原則,我們可以較準確地把曲面彎制出來。
2. 罐體的組裝
在罐嘴彎制好后,我們需要把罐嘴和罐身相交的部分切除,而后把罐嘴和罐身焊接在一起。這里我們可以利用AutoCAD在計算機上把切割線段(相貫線)的長度通過三視圖的原理繪制出來,以指導實際的切割,如圖10所示。
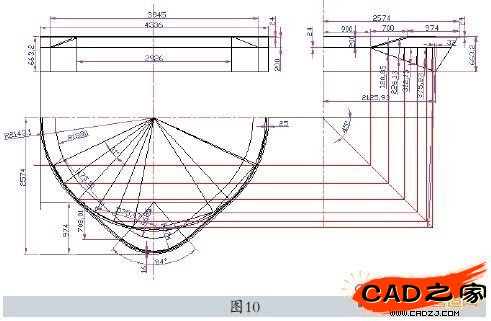
考慮到實際的操作過程(主要是罐身和罐嘴的卷制存在誤差),我們在切割時要在罐身上留50mm~70mm的切割余量,在安裝罐嘴的同時,把多余的余量一點點切除。罐嘴和罐身的焊接順序為,沿罐嘴中心部位向兩端焊接,焊接的過程中要加支撐,以控制焊接變形。在安裝的時候,要特別注意大小罐嘴的中心線要與罐體兩端耳軸的中心軸線保持垂直,這樣在傾倒鐵水時,鐵水才不易從罐嘴一側傾翻出來(注:在上述視圖中耳軸未繪出,耳軸的方向在罐體的另兩端,與罐嘴中心線垂直,用于傾倒鐵水時的支撐)。
三、結語
上述借助Pro/ENGINEER軟件對罐嘴曲面建模與制造的方法,是我們在生產實踐過程中總結出來的。運用此法制造出來的鐵水罐罐嘴,不論是外形還是焊縫質量,都較以前手工放樣后焊接時有了很大的提高,而且此鐵水罐罐嘴的制作方法對其他噸位的鐵水罐罐嘴的制造也有著較強的指導意義。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF