|
Pro/E環(huán)境下桶底的三維建模及模具設(shè)計(jì)
|
|
[來 源] 學(xué)知識(shí) [發(fā)表時(shí)間] 2006-3-31 15:30:01 [人氣]
28
|
|
摘要:Pro E軟件具有強(qiáng)大的三維造型功能,特別適合于復(fù)雜曲面。本文主要使用了Pro E零件模塊中的旋轉(zhuǎn)、混成、陣列、切割、倒圓等實(shí)體特征和Merge等曲面特征,構(gòu)造出桶底的三維數(shù)據(jù)模型。在此基礎(chǔ)上,完成了桶底的注塑模設(shè)計(jì)。 關(guān)鍵詞:Pro E;注塑模;特征;模具結(jié)構(gòu) 0 引言 Pro E可謂是一個(gè)全方位的3D產(chǎn)品開發(fā)軟件,集成了零件設(shè)計(jì)、產(chǎn)品裝配、模具開發(fā)、數(shù)控加工、鈑金件設(shè)計(jì)、鑄造件設(shè)計(jì)、造型設(shè)計(jì)、逆向工程、自動(dòng)測量、機(jī)構(gòu)仿真、應(yīng)力分析,產(chǎn)品數(shù)據(jù)庫管理等功能于一體。其首創(chuàng)的參數(shù)式設(shè)計(jì)給傳統(tǒng)的模具設(shè)計(jì)帶來了許多新觀念,強(qiáng)調(diào)實(shí)體模型架構(gòu)優(yōu)于傳統(tǒng)的面模型架構(gòu)和線模型架構(gòu)。Pro E還具有良好的數(shù)據(jù)接口,它可以將圖紙輸出為多種格式,可以方便地和AutoCAD,SolidsWork等進(jìn)行數(shù)據(jù)交換[1]。 洗衣機(jī)桶底是洗衣機(jī)的主要部件,是由復(fù)雜曲面組成,桶底的設(shè)計(jì)好壞將直接影響洗衣機(jī)的質(zhì)量。以Pro E為軟件平臺(tái)建立桶底的三維數(shù)據(jù)模型,以此為基礎(chǔ)進(jìn)行注塑模設(shè)計(jì),然后在數(shù)控機(jī)床上完成桶底模具的加工。 1 三維建模 桶底材料為PP塑料,注塑加工成型。桶底形狀基本為旋轉(zhuǎn)體,由凸臺(tái)、加強(qiáng)筋、圓孔等特征組成,采用旋轉(zhuǎn)、混成、陣列、切割、倒圓等實(shí)體特征和Merge等曲面特征,完成了桶底的三維建模。具體步驟如下: (1)建立基準(zhǔn)面和基準(zhǔn)坐標(biāo)系;(
2 桶底注塑模設(shè)計(jì) 2 1 塑件的工藝要求 為了保證在生產(chǎn)過程中制造出理想的塑料制品,應(yīng)了解零件的用途、使用狀況、外觀要求等。除了合理的選用塑料材料外,還必須考慮塑件的成形工藝性。塑件的工藝分析與模具設(shè)計(jì)有直接的關(guān)系,只有塑件的設(shè)計(jì)能適應(yīng)成型工藝要求,才能設(shè)計(jì)出合理的模具結(jié)構(gòu)。這樣即既夠保證塑件順利成型,防止塑件產(chǎn)生缺陷,又能達(dá)到提高生產(chǎn)率和降低成本的目的[2]。 本零件為洗衣機(jī)桶底,零件要求無縮癟毛刺變形等缺陷,內(nèi)表面為鏡面。零件的注塑模澆口不能設(shè)在桶底的內(nèi)壁。 塑件的工藝性應(yīng)重點(diǎn)考慮如下幾個(gè)問題: (1)脫模斜度 為了便于從模具型腔中取出或從塑件中抽出型芯進(jìn)行設(shè)計(jì)時(shí)必須考慮塑件內(nèi)外壁應(yīng)具有足夠的脫模斜度。設(shè)計(jì)中取脫模斜度為1′。 (2)孔 在設(shè)計(jì)模具時(shí)應(yīng)考慮零件上的孔是否能夠一次性注塑成型,如果不能一次成型應(yīng)考慮在完成注塑加工后再采用其他加工方法將孔加工到要求尺寸。本零件可以一次直接成型。 (3)零件壁厚 合理的確定零件的壁厚是很重要的,零件的壁厚應(yīng)盡量均勻,避免太薄,否則會(huì)因收縮不均勻而使塑件變形產(chǎn)生氣泡。 本零件的壁厚為2 5mm,符合熱塑性塑料制品的最小壁厚。 (4)其它在零件設(shè)計(jì)過程中應(yīng)注意的工藝要求如:加強(qiáng)筋、支撐面、圓角等在模具設(shè)計(jì)過程中可以按照圖紙進(jìn)行設(shè)計(jì)。 |

(1)確定成型腔數(shù)
考慮到零件尺寸比較大,在注射方向的投影面積也比較大,本零件采用一模一腔的成型方法。
(2)注射機(jī)的選擇
在模具設(shè)計(jì)過程中,為了獲得良好的塑件應(yīng)選擇合理的注射機(jī)。選擇本模具注射機(jī)型號(hào)為SZY2000型。
(3)選擇分型面
分型面的位置直接影響模具的使用、制造及塑件質(zhì)量,必須慎重選擇。
本模具選擇如圖2所示分型面。

開模時(shí)先從Ⅰ分型面分型,塑件留在動(dòng)模上以便于使用脫模機(jī)構(gòu)脫模,然后再從Ⅱ分型面分型,凸臺(tái)上的通孔由動(dòng)模上的型芯成型,圓柱上的螺釘孔由定模上的型芯成型。
(4)收縮率和成型尺寸計(jì)算
影響收縮率的因素主要有塑料的品種,塑件形狀及壁厚。對于收縮范圍較小的塑料品種,確定收縮值時(shí)一般取其平均值,可以不考慮塑件形狀及壁厚;對于收縮率較大的塑料品種,確定收縮率時(shí)應(yīng)根據(jù)塑件形狀,尤其是壁厚來選擇收縮值,塑件的各個(gè)部位的收縮值也各不同。
(5)澆注系統(tǒng)
澆注系統(tǒng)的作用是將熔融狀態(tài)的塑料填充到型腔內(nèi),并在填充的過程中將注射壓力傳遞到塑件各部位,而得到要求的塑件。澆注系統(tǒng)一般由澆口、澆道、進(jìn)料口、冷料穴四部分組成。
本模具設(shè)計(jì)有以下兩個(gè)特點(diǎn):
(1)本模具采用了點(diǎn)澆口。
(2)澆口自動(dòng)脫落,節(jié)約生產(chǎn)時(shí)間,提高生產(chǎn)效率。
最終的模具裝配圖如圖3所示。
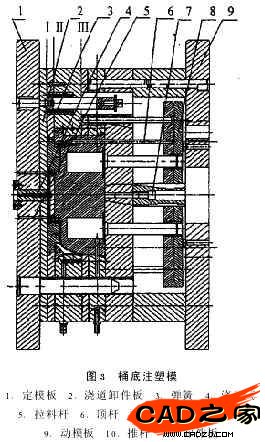
開模時(shí)在彈簧3的作用下,首先從分型面Ⅰ開模,在澆道拉料桿5的作用下分流道及澆口留在澆道卸件板2上,定模板1繼續(xù)滑動(dòng)。當(dāng)接觸到止動(dòng)螺釘7后停止運(yùn)動(dòng),這時(shí)分型面Ⅱ開模,在澆道卸件板2的作用下,澆道從澆口套4內(nèi)脫出,靠自重落下,在定距螺釘碰到定模板1后澆道卸件板2停止運(yùn)動(dòng)。這時(shí)分型面Ⅲ開模,當(dāng)動(dòng)模板9運(yùn)動(dòng)到指定位置,這時(shí)機(jī)床的頂出器推動(dòng)推板8,在推板的帶動(dòng)下,由頂桿6推動(dòng)的卸件板及頂桿聯(lián)合將零件頂出。
3 結(jié)束語
CAD CAM集成功能很強(qiáng)的軟件Pro E在模具上的應(yīng)用,縮短了模具的設(shè)計(jì)和制造周期,增加了模具的價(jià)值和市場競爭力。在桶底注塑模設(shè)計(jì)中成功地應(yīng)用旋轉(zhuǎn)、混成、陣列、切割、倒圓等技術(shù)完成了三維建模和模具設(shè)計(jì),為模具設(shè)計(jì)提供了一種新方法,特別為同類產(chǎn)品的模具設(shè)計(jì)提供了簡捷的途徑。
參考文獻(xiàn):
[1] 張沛頎等.Pro ENGINEER2000i進(jìn)階教程[M].北京:清華大學(xué)出版社,2001.
[2] 馮炳堯等.模具設(shè)計(jì)與制造簡明手冊[M].上海:上海科學(xué)出版社,1985.
[3] 鄭大中等.模具結(jié)構(gòu)圖冊[M].北京:機(jī)械工業(yè)出版社,1995
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF