序言
作為產(chǎn)品性能重要方面之一的經(jīng)濟(jì)性,由于其涉及因素的復(fù)雜性,長期以來難以合理評價。CAD/CAPP一體化模型的出現(xiàn)使計算機(jī)輔助成本估算(CACE)成為可能。基于CAD/CAPP一體化模型的成本估算軟件能使設(shè)計師在產(chǎn)品制造之前就能較為準(zhǔn)確地預(yù)測其成本,為產(chǎn)品市場報價或重新設(shè)計及改進(jìn)提供了依據(jù)[1,2]。
1 焊接成本的估算規(guī)律
廣泛采用焊接結(jié)構(gòu)是機(jī)械制造工藝發(fā)展的一個重要趨勢。在一些工業(yè)發(fā)達(dá)國家,焊接結(jié)構(gòu)已占機(jī)械坯件的40%左右。為了在制造之前即預(yù)知焊接成本,以下就工業(yè)上最常應(yīng)用的CO2保護(hù)焊和埋弧自動焊的成本估算方法進(jìn)行討論。
1.1 焊接成本的影響因素分析影響
整個焊接過程最終成本的因素有:
(1)鋼板的準(zhǔn)備(切割、開坡口等)、定位和矯正等輔助工時費用;
(2)焊接燃弧工時費用;
(3)重新起弧、清理焊縫和消除應(yīng)力等輔助工時費用和管理費用;
(4)焊條、焊劑及保護(hù)氣體等的材料費用及電費。
其中,焊縫所需的金屬填充量直接影響焊接燃弧工時與焊條等的材料消耗,對焊接成本影響較大。例如板厚6mm的對接焊,裝配間隙4.5mm的焊縫截面積約為間隙0.8mm時截面積的5倍,后者的焊接速度比前者快3倍,而相同焊接時間內(nèi)后者焊絲消耗量約為前者的71%。因此要降低焊接成本,就要很好地控制焊縫金屬量。
1.2 焊接工時和焊接成本的計算
焊接燃弧時間
![]()
式中Mi為焊縫金屬重量,Mi=Vi·ρ,ρ為焊縫金屬密度,Vi為焊縫金屬體積,Vi=Li·Ai,Li為焊縫長,Ai為焊縫截面積,可表示為焊縫特征參數(shù)的函數(shù)即Ai=f(S,α,β,b,ρ,H,R);Ei為單位時間內(nèi)焊縫金屬填充量;N為焊縫數(shù)。
工藝輔助時間tF由用來將物件集中、矯正和定位所花的時間t1與換焊條、重新起弧、去焊渣、清理焊縫所花的時間t2組成,可分別計算如下[3,4]:
式中C1i、C2i為特定的加工工時系數(shù),αi為難度系數(shù),Gi為焊接件重量,Xi為零件數(shù),Si為板厚,Li為焊縫長,n為需集中、定位后焊接的焊縫數(shù),N為總焊縫數(shù)。
另外,焊縫金屬材料費用及電費可計算如下:
![]()
式中Mi為焊縫金屬重量,Km為費用系數(shù),ηm為焊縫材料利用率。
引入企業(yè)單位工時成本系數(shù)KW與工時利用率ηW可得出以下總的焊接加工成本計算公式:

2 基于CAD/CAPP的焊接成本估算模型
迄今的CAD/CAPP軟件能進(jìn)行產(chǎn)品設(shè)計方案的結(jié)構(gòu)設(shè)計和詳細(xì)工藝規(guī)劃,此后產(chǎn)品的成本就已基本確定。但迄今的CAD/CAPP模型一般以達(dá)到零部件的制造要求為目的,很少考慮其對產(chǎn)品制造工時及成本的影響。如果在現(xiàn)有的CAD/CAPP模型基礎(chǔ)上增加成本估算模塊,就能進(jìn)行較為準(zhǔn)確的產(chǎn)品經(jīng)濟(jì)性評價。
為此,開發(fā)了基于CAD/CAPP模型的焊接成本估算軟件系統(tǒng)WCES(圖1),其輸入為CAD/CAPP模塊產(chǎn)生的有關(guān)參數(shù),輸出為焊接成本、零部件成本結(jié)構(gòu)及經(jīng)濟(jì)性評價。主要步驟如下:
(1)從已有的CAD/CAPP模型中提取相應(yīng)的焊接特征。產(chǎn)品模型中包含了各種各樣的特征信息,對于焊接成本估算,要提取的焊接特征包括材料特性、焊接形式、焊接件的板厚S1和S2與焊縫長度L有關(guān)的一系列尺寸以及坡口角度α(β)、間隙b、鈍邊P、根部半徑R、坡口深度H等其它焊縫特征參數(shù)。
(2)將設(shè)計特征參數(shù)轉(zhuǎn)換為成本特征參數(shù)。一般從CAD/CAPP模型中提取的特征參數(shù)并不能直接作為成本估算模塊的輸入,而需要設(shè)計特征參數(shù)向成本特征參數(shù)的轉(zhuǎn)換。對于焊接成本估算,需要輸入焊縫長度值L,但結(jié)構(gòu)設(shè)計模塊往往只產(chǎn)生其間接值。如圓管周邊的焊接,只給出管子直徑,還需將它轉(zhuǎn)換為圓管周長即L值;要得到弧形焊縫的長度L,就要把已有的半徑、角度等參數(shù)轉(zhuǎn)換為弧線的實際長度值。這一類的轉(zhuǎn)換模型就是弧線半徑乘弧線角度得參數(shù)L。其它則可以根據(jù)不同要求進(jìn)行不同類型的轉(zhuǎn)換。
(3)計算焊縫金屬量V。
(4)計算焊接工時tr、輔助工時tF。
(5)計算焊接成本CW。
(6)根據(jù)成本計算結(jié)果分析成本結(jié)構(gòu),進(jìn)行經(jīng)濟(jì)性評價。
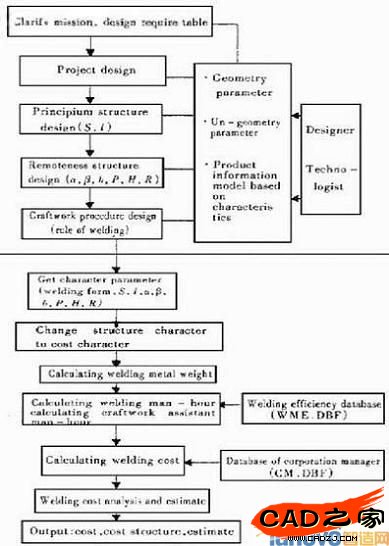
圖1 基于CAD/CAPP模型的焊接成本估算系統(tǒng)
3 液壓挖掘機(jī)斗桿焊接件成本的估算與分析
大型挖掘機(jī)工作裝置大都采用焊接結(jié)構(gòu)件,其中斗桿焊接件就有約30組焊縫。下面應(yīng)用WCES來進(jìn)行斗桿件的焊接成本估算與分析。
3.1成本估算
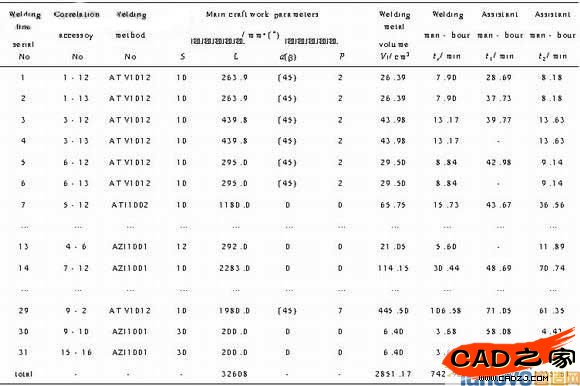
表1給出了斗桿件所有焊縫的焊接特征參數(shù)與工時成本數(shù)據(jù)。表中焊縫序號表示CAPP產(chǎn)生的焊接順序;相關(guān)零件號表示該焊縫所連接的零件在圖紙上的序號;焊接方法[5]編號原則是:第一位“A”表示CO2氣體保護(hù)焊,第二位“T”、“Z”分別表示T型接頭焊接形式和搭接焊形式,第三位“I”、“V”分別表示I形、V形坡口形式,第四位“1”表示坡口為單邊形式,第五位“0”表示焊接不帶墊板,第六位“1”、“0”分別表示坡口帶與不帶鈍邊,第七位“1”、“2”分別表示單面焊與雙面焊;主要工藝參數(shù)中因參數(shù)b、H、R的值都為零,故未予列出。
表1 斗桿件焊接特征參數(shù)與工時成本
(1)材料成本
![]()
式中Gi為材料重量,KMi為費用系數(shù),ηMi為材料利用率,N為零件數(shù)。
斗桿坯料總重量G=621.368kg,其中熱軋板G1=499.381kg,KM1=3.5元/kg,ηM1=0.75;鋼管重量G2=121.987,KM2=5.0元/kg,ηM2=0.85;代入式(6)得:
CM=499.381×3.5/0.75+121.987×5.0/0.85=3048.02(元)
(2)焊接加工成本
CW取C1i=1.1min/kg,αi=1.5,Xi=2;Gi為一個零(部)件與另一個零(部)件需定位后焊接首道焊縫時焊接件的總重量,而這樣的焊接有n次(對于該斗桿n=16);C2i=0.8min/mm1.5·m,總焊接縫數(shù)N=31,由式(1)、(2)和(3)計算(表1)得:
tr=742.92(min);
t1=693.97(min);
t2=1235.61(min);
V=2851.17(cm3);
另取焊縫金屬材料比重ρ=8.0g/cm3,利用率ηm=75%,費用系數(shù)Km=15元/kg;企業(yè)單位工時成本系數(shù)(包括工資、設(shè)備折舊費、福利費等)KW=0.85元/min,工時利用率ηG=75%;由式(4)和(5)得:
焊縫金屬材料費用Cm=456.19(元);
焊接加工成本CW=3485.02(元)。
(3)制造成本C
由上可得斗桿件制造成本C=CM+CW=6533.04(元)。
3.2 成本結(jié)構(gòu)分析
各部分成本占斗桿件制造成本的比例為:
零件材料成本?M=CM/C=3048.02/6533.04=46.66%;
焊接加工成本?W=CW/C=3485.02/6533.04=53.34%;
在焊接加工成本中,用于將工件集中、矯正、定位所花的工時成本占:?1=(693.97/0.75×0.85)/3485.02=22.57%
焊接燃弧工時成本占:?2=(742.92/0.75×0.85)/3485.02=24.16%
用于換焊條、重新起弧、清理焊縫等的工時成本占:?3=(1235.61/0.75×0.85)/3485.02=40.18%
焊縫金屬材料成本占:?4=456.19/3485.02=13.09%
4 結(jié)束語
基于CAD/CAPP的焊接成本估算雖然能使設(shè)計師在制造前對焊接件成本進(jìn)行定量估算與經(jīng)濟(jì)性評價,但成本分析未能與CAD/CAPP完全一體化,還不能在設(shè)計中有效地降低產(chǎn)品成本。因此,必須進(jìn)一步在設(shè)計過程中用成本分析的觀點來選擇產(chǎn)品的設(shè)計參數(shù)和工藝參數(shù),以達(dá)到技術(shù)性與經(jīng)濟(jì)性的最佳結(jié)合。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF