螺紋緊固件及其連接
在可拆連接中,螺紋緊固件連接是工程上應用得最廣泛的連接方式。因此,要掌握常用螺紋緊固件的標記、畫法及其連接畫法。
常用螺紋緊固件及其標記
螺紋緊固件的類型和結構形式很多,可根據需要從有關標準中查出其尺寸,一般無需畫出它們的零件圖。表9-5列出了常用的幾種緊固件的名稱、標準號、型式及標記示例。
表9-5 常用螺紋緊固件及其標記示例

*平墊圈與彈簧墊圈的規格尺寸是指與之相配用的螺紋直徑,并非墊圈的內徑或外徑。
常用螺紋緊固件的畫法
已經標準化了的螺紋緊固件,雖然一般并不需要單獨畫出它們的零件圖,但由于在零件連接中被廣泛應用,在裝配圖中畫它的機會很多,因此,必須熟練掌握其畫法。繪制緊固件的方法按尺寸來源不同,分為比例畫法和查表畫法兩種。
1、比例畫法
根據螺紋公稱直徑(d、D),按與其近似的比例關系計算出各部分尺寸后作圖。此法作圖方便,畫連接圖常用。圖9-19為常用的螺栓、螺母和墊圈的比例畫法,圖中注明了近似比例關系。螺栓頭部和螺母因30°倒角而產生截交線,此截交線為雙曲線,作圖時,常用圓弧近似代替雙曲線的投影。
圖9-19 螺栓、螺母、墊圈的比例畫法
圖9-20為三種螺釘頭部的比例畫法。
圖9-20 螺釘頭部的比例畫法
2、查表畫法
根據緊固件標記,在相應的標準中(見附表2-1~附表2-10)查得各有關尺寸后作圖。
例如需繪制下列螺栓、螺母、墊圈的視圖,則可從附錄有關表格中查得各主要部分尺寸:
(1)螺栓 GB/T 5782—2000 M10*40
直徑d=10 六角頭對邊距s=16 螺紋長度b=26
螺栓頭厚度kmax=6.58 公稱長度l=40 六角頭對角距emin=17.77
(2)螺母 GB/T 6170—2000 M10
厚度mmax=8.4 其他尺寸與螺栓頭部對應部分相同
(3)墊圈 GB/T 97.1—1985 10
外徑d2=20 內徑d1=10.5 厚度h=2
根據上述尺寸,即可繪制它們的視圖(圖9-21)。圖中的視圖配置,為一般表達所常用。
圖9-21 螺栓、螺母、墊圈的視圖表達
螺紋緊固件的連接畫法
螺紋緊固件的連接形式通常有螺栓連接、螺柱連接和螺釘連接三類。
(一)螺栓連接
螺栓連接一般適用于兩個不太厚并允許鉆成通孔的零件連接,如圖9-22a。連接前,先在兩被連接件上鉆出通孔,如圖9-22b,通孔直徑一般取1.1d(d為螺栓公稱直徑);將螺栓從一端插入孔中,如圖9-22c;另一端再加上墊圈,擰緊螺母,即完成了螺栓連接,如圖9-22d。 #p#分頁標題#e#
圖9-22 螺栓連接
為適應連接不同厚度的零件,螺栓有各種長度規格。螺栓公稱長度l可按下式估算:
l=t1+t2+h+m+a
式中:t1、t2為被連接件的厚度;h為墊圈厚度;m為螺母厚度;a為螺栓伸出螺母的長度。h、m均以d為參數按比例或查表畫出,a ~(0.2 ~0.3)d。根據上式計算出的螺栓長度,還需從相應的螺栓公稱長度系列中選取與它相近的標準值。
繪制螺紋緊固件連接裝配圖,應遵守下列基本規定:
(1)凡不接觸的相鄰表面,或兩相鄰表面基本尺寸不同,不論其間隙大小(如螺桿與通孔之間),需畫兩條輪廓線(間隙過小時可夸大畫出)。兩零件接觸表面處只畫一條輪廓線。
(2)在剖視、斷面圖中,相鄰兩零件的剖面線,應畫成不同方向或同方向而不同間隔加以區別。且同一零件在各個剖視、斷面圖中,其剖面線方向和間隔必須相同。
(3)當連接圖畫成如圖9-22d所示的剖視圖,即剖切平面通過螺桿的軸線時,對于螺栓、螺母及墊圈等均按未剖切繪制,即仍畫其外形。
(二)螺柱連接
當被連接兩零件之一較厚,或不允許鉆成通孔而難于采用螺栓連接;或因拆裝頻繁,又不宜采用螺釘連接時,可采用螺柱連接,如圖9-23a。螺柱的兩端都制有螺紋。連接前,先在較厚的零件上加工出螺孔,在另一較薄的零件上加工出通孔(孔徑:1.1d),如圖9-23b;然后將雙頭螺柱的一端(旋人端)旋緊在螺孔內,如圖9-23c;再在雙頭螺柱的另一端(緊固端)套上帶通孔的被連接零件,加上墊圈,擰緊螺母,即完成了螺柱連接,如圖9-23d。
圖9-23 螺柱連接
螺柱連接中的幾個有關尺寸確定如下:
1、雙頭螺柱旋入端長度(圖9-24)
為保證連接牢靠,雙頭螺柱旋入端的長度bm。隨被旋人零件(機體)材料的不同而有四種長度:
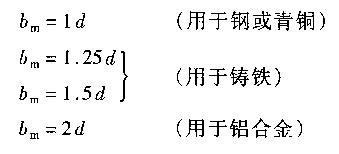
2、螺孔與鉆孔深度(圖9-24)
機體上螺孔的深度應大于旋人端螺紋長度bm,一般取為bm+0.5d;鉆孔深度取bm+d。
3、螺柱的公稱長度l(圖9-23d)
可通過計算選定:
J=t+h+m+a
式中:t為通孔零件厚度;h為墊圈厚度;m為螺母厚度;a為螺柱伸出螺母的長度,a≈(0.2 ~0.3)d。根據上式計算出的螺柱長度,還需根據螺柱的標準長度系列,選用與它相近的標準值。畫螺柱連接圖時,還應注意以下幾點:
(1)連接圖中,螺柱旋入端的螺紋終止線應與結合面平齊,表示旋人端全部擰入,足夠擰緊。
(2)彈簧墊圈用作防松,外徑比普通墊圈小,以保證緊壓在螺母底面范圍之內。彈簧墊圈開槽的方向應是阻止螺母松動方向,在圖中應畫成與水平線成60°向左上傾斜的兩條線(或一條加粗線),兩線間距為m,見附表2-6。其作圖比例見圖9-19c。
在裝配圖中,螺栓連接和螺柱連接提倡采用如圖9-25所示的簡化畫法,將螺桿端部倒角及螺母、螺栓六角頭部因倒角而產生的截交線省略不畫;螺孔中的鉆孔深度也省去不畫。
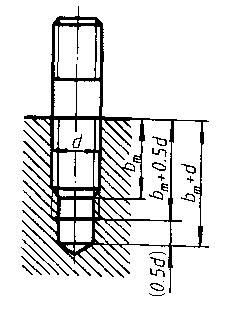
圖9-24 螺柱旋人端的有關尺寸
(三)螺釘連接
螺釘按用途可分為連接螺釘和緊定螺釘兩類。連接螺釘一般用于受力不大而又不需經常拆裝的零件連接中。它的兩個被連接件,較厚的零件加工出螺孔,較薄的零件加工出通孔(沉孔和通孔的直徑分別稍大于螺釘頭和螺釘桿的直徑),如圖9-26a;不用螺母,直接將螺釘穿過通孔擰人螺孔中,如圖9-26b。這種連接圖的畫法,其擰入螺孔端與螺柱連接相似,穿過通孔端與螺栓連接相似。
螺釘的公稱長度l,可按下式計算后在長度系列中選取標準值:#p#分頁標題#e#
l=t+bm-k′
式中:t為沉孔零件厚度;bm為螺紋的旋入深度,可根據被旋入零件(機體)的材料決定(同雙頭螺柱);k′為沉頭座深度,可相應地近似取附表2-7、附表2-10中的k值。
圖9-25 提倡采用的簡化畫法
畫內六角螺釘連接圖時要注意以下幾點:
(1)螺紋終止線應高于兩零件的結合面,表示螺釘有擰緊余地,以保證連接緊固。
(2)螺釘頭部與沉孔、螺釘桿與通孔間分別都有間隙,應畫兩條輪廓線。
(3)在俯視圖中,內六角孑L口倒角圓的投影可省略不畫,如圖9-26b。
圖9-26 內六角螺釘連接 圖9-27 沉頭螺釘連接
圖9-27為常見的沉頭螺釘連接圖,其公稱長度l為螺釘的全長,l=t+bm 。螺釘頭部的一字槽,在主視圖中放正畫在中間位置;俯視圖中規定畫成與水平線傾斜45°角;如果畫左視圖,一字槽按規定也畫在中間位置。槽的寬度可用加粗的粗實線(2b)簡化表示。
緊定螺釘用來固定兩零件的相對位置,使它們不產生相對運動。如圖9-28所示,欲將軸、輪固定在一起,可先在輪轂的適當部位加工出螺孔,然后將輪、軸裝配在一起,以螺孔導向,在軸上鉆出錐坑,最后擰人緊定螺釘即可限定輪、軸的相對位置,使其不能產生軸向相對移動。
圖9—28 緊定螺釘連接
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF