在普通車床上進行多頭螺紋車削一直是一個加工難點:當第一條螺紋車成之后,需要手搖小刀架并用百分表校正,使刀尖沿軸向精確移動一個螺距再加工第二條螺紋;或者打開掛輪箱,調整齒輪嚙合相位,再依次加工其余各頭螺紋。受普通車床絲杠螺距誤差、掛輪箱傳動誤差、小拖板移動誤差等多方面的影響,多頭螺紋的導程和螺距難以達到很高的精度。而且,在整個加工過程中,不可避免地存在刀具磨損甚至打刀等問題,一旦換刀,新刀必須精確定位在未完成的那條螺紋線上。這一切都要求操作者具備豐富的經驗和高超的技能。然而,在批量生產中,單靠操作者的個人經驗和技能是不能保證生產效率和產品質量的。在制造業現代化的今天,高精度數控機床和高性能數控系統的應用使許多普通機床和傳統工藝難以解決的問題變得相對簡單了一些,而且生產效率和產品質量也得到了很大程度的保證。
一、CYCLE97指令的程序格式、加工步驟和參數說明
1. 程序格式
程序格式如下:CYCLE97(PIT,MPIT,SPL,FPL,DM1,DM2,APP,ROP,TDEP,FAL,IANG,NSP,NRC,NID,VARI,NUMTH)。
2. 加工步驟
車刀快速移動到起刀點(由DM1、DM2、APP確定),按照IANG指定的進給切入角度和VARI指定的穩定進刀方式或者遞減進刀方式開始粗車,粗車次數由NRC指定,粗車總切深由牙型深度TDEP減去精車余量FAL得到。粗車結束后,通過一次精車將FAL加工余量切除,然后,根據NID指定的次數,進行空走刀修光,最后返回起刀點,CYCLE97程序結束。當加工多頭螺紋時,每一條(頭)螺紋均按以上步驟車成后再開始加工下一條(頭)螺紋。螺紋頭數由NUMTH指定,第一條螺紋在零件端面圓周方向上切入點的相位由NSP指定,其余各頭螺紋通過自動改變刀尖在端面圓周方向上切入點的相位而依次產生。
3. 參數說明
PIT——螺距;MPIT——米制粗牙螺紋的公稱直徑,范圍M3~M60(注意,PIT和MPIT在CYCLE97指令中只能選擇一項輸入。例如,M42粗牙螺紋,PIT項不用輸入,MPIT項輸入數值42;M95X2細牙螺紋,PIT項輸入數值2,MPIT項則為空值);SPL——螺紋起點軸向坐標值;FPL——螺紋終點軸向坐標值;DM1——螺紋起點直徑;DM2——螺紋終點直徑;APP——起刀點至螺紋起點軸向距離;ROP——退刀點至螺紋終點軸向距離;TDE——螺紋牙型深度;FAL——最后一次走刀的加工余量。以上參數如圖1所示。
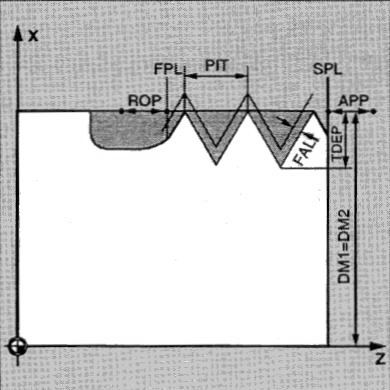
圖1
IANG——車刀徑向進給切入角度,IANG值應小于或等于牙型角的一半(當從徑向垂直切入時,IANG為0,也可以不輸入數值,機床默認為0。IANG為正值,表示每一次走刀總是沿著牙型的同一側面進給。IANG為負值,表示沿著牙型的兩個側面交互進刀。IANG為負值的情況只適用于圓柱螺紋加工,在錐螺紋加工中,無論IANG為正或負,每一次走刀始終沿著牙型的同一側面進給),如圖2、圖3所示。#p#分頁標題#e#
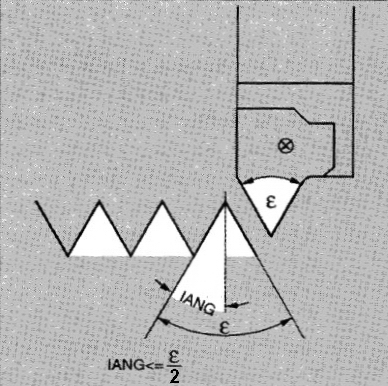
圖2

圖3
NSP——螺紋在零件端面圓周方向上切入點的相位(可以不輸入數值,機床默認為0。當車多頭螺紋時,表示多頭螺紋的第一條螺紋在零件端面圓周方向上切入點的相位,如圖4所示)。

圖4
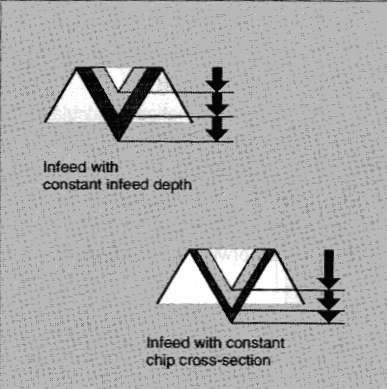
圖5
NRC——粗車走刀次數;NID——最后空走刀次數;VARI——每次走刀進給切深的選擇方式(1表示加工外螺紋,穩定進給,每次走刀切削深度相等;2表示加工內螺紋,穩定進給,每次走刀切削深度相等;3表示加工外螺紋,遞減進給,每次走刀切削截面的面積相等;4表示加工內螺紋,遞減進給,每次走刀切削截面的面積相等,如圖5所示)。
NUMTH——多頭螺紋的頭數。當車普通單頭螺紋時,可輸入0或不輸入數值,機床默認為0。
二、零件的結構尺寸及工藝
1.零件簡圖
零件簡圖如圖6所示。

圖6 零件簡圖
2.工藝
(1)刀具
刀桿型號為SANDVIK SVVBN 3225P16;刀片型號為SANDVIK VBMT 16 04 04-PM。
(2)加工參數
切削速度Vc=140m/min;主軸轉速n=75r/min。
(3)工藝方案
考慮到輥體直徑和長度尺寸較大、加工余量較大、車刀易磨損等原因,故分成粗、精加工兩道工序。螺紋最終牙型尺寸和精度由精車保證。精車時加工余量為0.1mm,分兩次走刀,一次走刀切除剩余加工量,第二次空走修光。粗車時總切深為1.2mm,每刀進給切深0.12mm,走刀次數=10次。
(4)每次走刀進給切削深度的方式選擇
由于所選機夾刀具是非標準螺紋車刀(35°牙型角,非標),該刀片前角、后角偏大,且無螺旋升角,導致切削力大,刀片強度差,所以采用穩定進刀方式,即將牙型深度分成若干次走刀完成,每刀進給切深相同,這樣可獲得良好的切屑控制,并避免按遞減方式走刀時所產生的第一次走刀切深過大、易崩刃等問題。
(5)每次走刀進給切入角度的方式選擇
精車時切削量小,可采用徑向垂直進刀,以保證螺紋牙型準確,精度高,并可獲得好的表面粗糙度。粗車時切削量大,如果采用徑向垂直進刀,考慮到兩條刃同時切削,因為輥體壁厚較小(δ16mm),輥子剛性較差,加工中易產生振動;徑向垂直進刀會形成V形切屑,切削熱量大,刀尖圓角易過載,所以我們采用改進式側向進刀。這樣可獲得扁平卷曲切屑,排屑良好,切削熱量小,刀具壽命長,如圖7所示。#p#分頁標題#e#
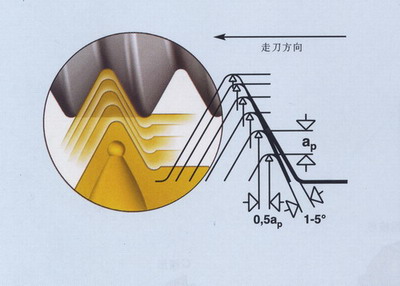
圖7
三、編程
1.CYCLE97各項參數的設定
PIT,多頭螺紋的螺距值就是單條螺紋的導程,按圖6取40。MPIT,空值,不用輸入。SPL,按圖6取0;FPL,按圖6取-5210。DM1,按圖6取600。DM2,按圖6取600。APP,起刀距離一般按3~5螺距,為了便于檢查刀具磨損情況和換刀,可適當放大,這里取100。ROP,退刀距離一般按1~3螺距,應參考圖紙中退刀槽寬度尺寸確定,此處取30。TDEP,螺紋牙型深度,粗車程序中取1.2,精車程序中取1.3。FAL,最后一次走刀時的加工余量,根據前述的工藝方案,實際加工余量是在精車程序中切除,所以在粗車CYCLE97和精車CYCLE97程序中均取0。IANG,徑向切入角度,粗車時采用改進式側向進刀,取IANG=15,如圖7所示,精車時按垂直進刀,取0。NSP,第一條螺紋在輥體端面圓周方向上切入點的相位,取0。在實際加工中可根據需要改變該值,以指定車刀加工第幾條螺紋,如圖8所示。VARI,如前所述,選擇穩定進給方式,取1。NUMTH,螺紋頭數,取16。所有參數列于參數列表中。
2.程序
(1)粗車程序
CYCLE97(40, ,0,-5210,600,600,100,30,1.2,0,15,0,10,0,1,16)
(2)精車程序
CYCLE97(40, ,0,-5210,600,600,100,30,1.3,0,0,0,1,1,1,16)

參數列表
四、注意事項與常見問題的解決
1.刀具磨損與打刀
數控車床加工螺紋時,程序一般可以通過試車調整而不斷得到優化,最常見的問題是刀具磨損和打刀。為提高刀具使用壽命,防止打刀,應注意以下幾點:
(1)在車螺紋前的精車外圓工序,應保證一定的尺寸精度、圓度、圓柱度和表面粗糙度,并檢查輥面是否有焊接裂紋、夾渣等缺陷,以保證加工余量均勻,車削平穩。
(2)走刀進行中,不能改變主軸轉速倍率開關。
(3)應保證良好的冷卻和潤滑。
(4)車削低碳鋼、不銹鋼等材料時,會出現不易斷屑的長條狀切屑,應防止其卷入車刀和工件之間,使刀尖受擠壓斷裂。操作者必須注意人身安全。
(5)需要中途換刀時,可待車刀返回到起刀點且尚未進給前,將主軸轉速倍率旋鈕調至“0”位。此時刀架停止,可以更換刀片。為方便操作,可在CYCLE97程序中可將APP值設大一些。
(6)在實際加工中,發生過因為打刀而使刀片和刀體一起損壞的情況,所以有必要增加一個刀位作為備用。需要注意:在對刀時必須保證這兩個刀位上螺紋車刀刀尖點坐標一致,以免亂扣。#p#分頁標題#e#
2.打刀后的操作
在溝紋輥16頭螺紋車削過程中,粗車時分10次進刀,精車時分2次進刀,即每一頭螺紋需要車刀沿 600×5210輥面往復12次,一共需要192次走刀。每次大約2分鐘,有效車削時間總計約384分鐘。在這樣長的加工時間里,因為車刀磨損,切削力增大和輥面材料缺陷、焊縫區硬度變化等的影響,幾乎每加工10到12頭螺紋,就要打刀一次。打刀后我們可以按照以下步驟操作:
(1)待走刀結束并返回到起刀點再按“RESET”鍵停止(不能按“EMERGENCY”急停按鈕,否則車刀會劃傷輥面)。
(2)將碎刀尖從零件表面取出,否則在該位置會引起重復打刀。
(3)換刀后如果直接運行原程序,車刀又會從第一頭螺紋開始加工,這樣會浪費時間。我們可以調整CYCLE97程序中NSP值,改變第一頭螺紋在輥體端面圓周方向上切入點的相位,使車刀從剛才打刀時的那頭螺紋上開始加工。例如,打刀時正在加工的是第9頭螺紋,如果原程序中NSP為0,那么換刀后NSP應為180,如圖8所示。
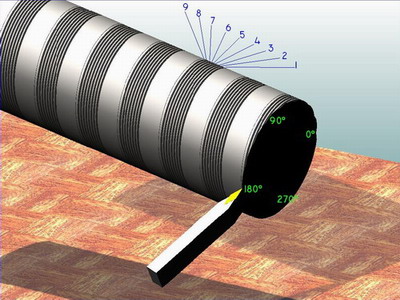
圖8
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-28計算機輔助設計與制造 21世紀全國應用型本科大機械系
- 2021-08-27計算機輔助設計與制造 21世紀全國應用型本科大機械系
- 2021-08-23零基礎學AutoCAD 2012電氣制圖工程應用 [張立富,陳剛,彭
- 2021-08-22AutoCAD 室內裝潢設計應用大全中文版 [馬永志,鄭藝華,劉
- 2021-08-22AutoCAD 2013應用與開發系列中文版AutoCAD 2013室內裝
- 2021-08-22AutoCAD 2013應用與開發系列中文版AutoCAD 2013機械圖
- 2021-08-14新編AutoCAD 2004中文版計算機輔助設計應用技能培訓教