上海明珠二線地鐵車體全部采用鋁合金材料,實現了地鐵車輛強度和輕量化的結合。車體焊接采用的主要焊接工藝為手工MIG焊和自動MIG焊,其母材、焊絲、保護氣體、焊接設備見表1。母材和焊絲的主要化學成分見表2。
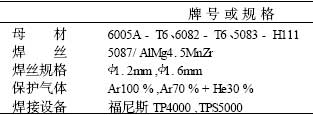
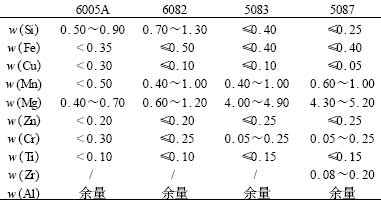
表2 母材和焊絲的主要化學成分%
不同牌號母材及其化學成分焊絲化學成分
2 生產儲存環境和輔助材料使用的要求
2. 1 生產儲存溫度濕度的要求
鋁合金的生產和儲存環境必須防塵、防水、干燥。環境溫度通常控制在5 ℃以上, 濕度控制在70 %以下。
應盡量保證焊接環境的濕度不能太高,濕度過高會使焊縫中氣孔的產生幾率明顯增加,從而影響焊接質量。空氣的劇烈流動會引起氣體保護不充分,從而產生焊接氣孔,可設置擋風板以避免室內穿堂風的影響。
2. 2 焊絲及送氣軟管的使用要求
對焊材的使用應該注意:鋁焊絲要與鋼焊材分開儲存,使用期不超過1a 。焊接完成后,要在焊機中取出焊絲進行密封處理,防止污染。不同材質的送氣軟管抵抗濕氣進入的能力不同,尤其在送氣壓力高時,送氣軟管的影響更明顯。送氣軟管最好使用特富龍軟管(Teflon) 。
2. 3 工裝的選用
鋁合金焊接最好選用點接觸形式的工裝,以減小工裝與工件的接觸面積。如果工裝對工件是面接觸,就會很快帶走工件的熱量,加速了熔池的凝固,不利于焊縫氣孔的排除。工裝液壓系統的壓力最好控制在9~9. 5 MPa 。
壓力過小達不到預設反變形的目的,但是壓力過大,又會使鋁合金結構的拘束度增大。由于鋁合金的線脹系數大,高溫塑性差,焊接時易產生較大的熱應力,可能會使鋁合金結構產生裂紋。
3 焊絲及保護氣體的選用
3. 1 焊絲的選用
對于6005A、6082、5083 母材來說,選擇的焊絲牌號為5087/ AlMg4. 5MnZr ,5087 焊絲不僅抗裂性能好,抗氣孔性能優越,而且強度性能也很好。對于焊絲規格的選擇,優先選擇大直徑規格的焊絲。同樣的焊接填充量即同等重量的焊絲,大規格焊絲較小規格焊絲的表面積要小很多,因此,大規格焊絲較小規格焊絲的表面污染要少即氧化區域要小,焊接質量更容易達到要求。另外大直徑焊絲的送絲過程更容易操作。對于8 mm 以下板厚的母材一般采用1. 2 mm直徑的焊絲,對于8 mm 及以上板厚的母材采用1. 6 mm 直徑的焊絲。自動焊機采用
1. 6 mm直徑的焊絲。
3. 2 保護氣體的選用
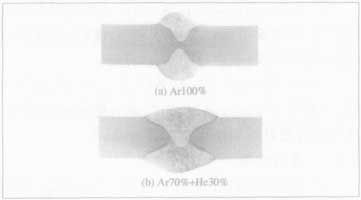
Ar100 %的特點是電弧穩定、引弧方便,對于8mm以下板厚的母材一般采用Ar100 %進行焊接。對于8 mm 及以上板厚的母材和氣孔要求高的焊縫,采用Ar70 % + He30 %進行焊接。氦氣的特點在于:9 倍于氬氣的導熱性,焊接速度更快,氣孔率減少,熔深增加。厚板焊接時,Ar100 %和Ar70 % +He30 %的熔深狀況見圖1。氣體的流量選擇不是越大越好,流量過大會造成紊流,導致熔池保護不充分,空氣與熔敷金屬發生反應,會改變焊縫組織,使性能下降,而且產生焊接氣孔的傾向增加。
4 焊前準備工作的要求
4. 1 坡口的處理
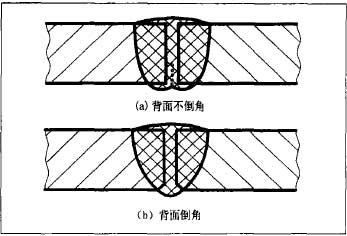
板厚在3 mm 以下的對接焊縫可不開坡口,只需在焊縫背面倒一0. 5~1 mm 的角即可,這樣有利于氣體的排放和避免背面凹槽。背面是否倒角對焊縫的影響,見圖2。
鋁合金厚板的坡口角度較鋼板的要大。單邊坡口一般采用55°坡口,雙邊坡口采用每邊35°坡口。這樣可以使焊接的可達性提高,同時可降低未熔合缺陷的產生幾率。#p#分頁標題#e#
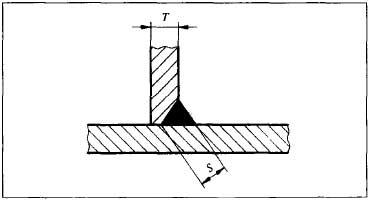
對于厚板T 形接頭中的HV 或HY接頭,要求填滿坡口外,再加一個角焊縫,使焊縫總尺寸S 不小于板厚T。厚板T 形接頭焊接要求見圖3。
焊接鋁合金需要最干凈的準備工作,否則其抗腐蝕能力下降,而且容易產生氣孔。焊接鋁合金應該與焊鋼的習慣徹底區分。焊鋼已經用過的工具,嚴禁焊接鋁合金時使用。清理焊縫區域的氧化膜等雜質,盡可能使用不銹鋼刷或者用丙酮清洗。不能使用砂輪打磨,因為使用砂輪打磨只會使氧化膜熔合在焊材表面,而不會真正去除。而且如果使用硬質砂輪,其中的雜質
會進入焊縫,導致熱裂紋。此外,由于Al2O3 膜在極短的時間內又會重新生成和堆積,為了使氧化膜盡可能少地影響焊縫,清理完畢后應立即施焊。
4. 3 預熱溫度和層間溫度的控制
對與板厚超過8 mm 的厚板進行焊接時,都要進行焊前預熱,預熱溫度控制在80 ℃~120 ℃之間,層間溫度控制在60 ℃~100 ℃之間。預熱溫度過高,除作業環境惡劣外,還有可能對鋁合金的合金性能造成影響,出現接頭軟化,焊縫外觀成形不良等現象。層間溫度過高還會使鋁焊熱裂紋的產生機率增加。
5 合理選擇規范參數
鋁合金與鋼材的物化性能相差甚遠,要根據鋁合金的焊接特性來試驗和確定其焊接規范參數。
5. 1 焊接電流較大
鋁合金本身的導熱系數大(約為鋼的4 倍) ,散熱快。因此,在相同焊接速度下,焊接鋁合金時的熱輸入量要比焊接鋼材時的熱輸入量大2~4 倍。如果熱輸入量不夠,容易出現熔深不足甚至未熔合的問題,特別是在焊縫起頭的位置。
5. 2 送絲速度要適當調高
送絲速度是與電流、電壓等規范參數密切相關,并且相互匹配的。當焊接電流提高后,送絲速度也應該相應地提高。
5. 3 焊接速度的選擇
對于薄板焊縫,為了避免焊縫過熱,一般采用較小的焊接電流和較快的焊接速度;對于厚板焊縫,為使焊縫熔合充分和焊縫氣體充分逸出,采用較大的焊接電流和較慢的焊接速度。
5. 4 焊槍角度的選擇
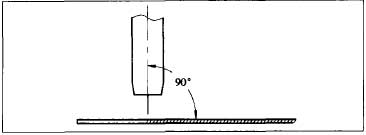
在焊接方向上,焊槍角度一般控制在90°左右,過大和過小都會造成焊接缺陷。焊槍角度過大會造成氣體保護不充分而產生氣孔;角度過小還有可能使液鋁達到電弧前端,使電弧不能直接作用于焊縫而產生未熔合。焊槍角度示意圖見圖4。
6 結束語
對車體焊縫質量和外形尺寸進行了檢驗和控制;對頂蓋外側焊縫進行滲透探傷;對底架牽引梁和枕梁焊縫進行了超聲波探傷;對車體重要的外形尺寸用激光跟蹤儀和水準儀進行了檢測。所生產的全部10 列車體,經西門子專家檢驗合格。目前,鋁合金車體的焊接工藝也已經進入成熟穩定階段。為上海地鐵明珠線二期工程生產的4 列地鐵列車已經抵達上海地鐵梅隴基地,調試運行良好。
相關文章
- 2021-06-24AutoCAD 2011 for Dummies PDF下載
- 2021-01-01AutoCAD 2002 完全使用手冊PDF下載
- 2020-12-28AutoCAD 2008 3D Modeling workbook for Dummies PDF
- 2020-12-19AutoCAD 12.0繪圖軟件包的使用與二次開發技術PDF下載
- 2016-12-07顧家工藝沙發專賣店全套施工圖CAD圖紙下載
- 2016-08-09成都地鐵4號線某站裝修設計方案施工圖下載
- 2016-02-01邱德光明珠花園10棟C2復式室內裝修CAD施工圖
- 2016-01-27邱德光明珠花園9棟全套施工設計圖下載
- 2016-01-27tssd探索者字體XP/WIN7 cad鋼筋符號字體附使用教程
- 2015-08-29成都地鐵1號線一期工程省體育館站公共區施工圖