使用新購買的刀具或重磨的刀具一段時間后,就會發現已加工表面粗糙度增大,切屑的顏色、形狀和初始切削時不同,切削溫度升高,切削力增大,切削加工系統甚至出現振動或不正常的聲響。上述現象表明刀具已發生嚴重磨損,必須更換新刀或重新進行刃磨。
刀具磨損是切削加工過程中不可避免的現象,但刀具磨損過快或發生非正常磨損(也稱破損),必然會影響加工質量,增加刀具消耗,使生產效率降低,加工成本提高。因此,通過研究刀具磨損,可制訂合理的切削加工方案,提高生產效率和零件加工質量,并有利于降低加工成本。
為了能使刀具經久耐用,盡量減少磨損,需要了解各種切削因素對刀具磨損的影響。影響刀具切削性能的主要因素有:刀具幾何參數(后角、前角、主偏角、刀尖圓弧半徑等)、刀具材料、切削用量、工件材料及其機械性能等。這些因素中工件材料屬于不可控因素,改變其它因素的屬性可控制刀具的磨損形式及磨損率,如通過改變工件材料的熱處理狀態可改變工件材料的機械性能,從而影響刀具的磨損;選擇合理的刀具材料和刀具幾何參數也可改善刀具磨損;生產上一般還可通過合理選擇切削用量來減少刀具磨損,提高刀具的使用壽命。
要知道如何合理選擇上述可控因素,還需要分析刀具失效的形式及其產生機理。刀具失效的形式(圖1)可分為正常磨損和非正常磨損兩大類:正常磨損是在切削過程中,刀具切削刃、前刀面、后刀面分別與加工表面、切屑和已加工表面接觸,在接觸區里受切削力和切削熱的耦合作用,并發生強烈的摩擦產生的,切削刃、前刀面和后刀面都會產生磨損。正常磨損時,刀具的磨損量隨切削時間增長而均勻地增加。刀具的先期破壞或使用過程中的剝落、突然崩刃、卷刃或刀片的整個破裂都稱之為非正常磨損。
圖1 刀具失效形式
刀具正常磨損主要是由以下幾種原因造成的:
1) 磨料磨損是切屑或工件表面存在硬質點(如碳化物顆粒以及積屑瘤碎片等)在刀具表面(前刀面和后刀面)上劃出溝紋而造成的磨損。低速切削時,其它原因產生的磨損不明顯,因此對低速切削的刀具而言,磨料磨損是刀具磨損的主要原因;
2) 黏結磨損是切削時切屑和工件材料沿刀具前、后刀面移動,破壞了刀具表面的氧化層和其它吸附膜,特別是剛從工件材料內部切削出的新鮮表面間形成強烈黏結造成的磨損。切削速度與黏結磨損之間存在著非常復雜的關系,一般黏結磨損主要發生在中等切削速度范圍內,刀具材料與工件材料之間的親和力、刀具材料和工件材料之間的硬度比以及刀具材料組分、晶粒粗細、刀具表面狀態和切削液類型等都影響刀具黏結磨損速度;
3) 擴散磨損是由于切屑、工件與刀具前、后刀面在高溫、高壓下接觸且有較大的化學活性,接觸面上的化學元素互相擴散到對方去,改變了兩者的化學成分和材料結構而形成的磨損。擴散磨損一般與黏結磨損同時發生。由于每種元素的擴散速度是不同的,因此擴散磨損的程度與刀具材料的組分有很大關系,另外擴散的速度與溫度也有很大關系,溫度越高,則擴散越快,因此擴散磨損主要發生在高速切削速度范圍內。
4) 其它磨損如溶解磨損、氧化磨損等。
可見刀具磨損產生的原因非常復雜,牽涉到機械、熱、化學、物理等各種因素,在不同的工件材料、刀具材料和切削條件下,磨損的原因和磨損程度是不同的,對于一定的工件材料與刀具材料組合,切削溫度對刀具磨損具有決定性的影響。
刀具發生非正常磨損的原因也很多,主要有:
1) 刀具材料的韌性或硬度太低;
2) 刀具的結構或幾何角度不合理,使得切削刃過于脆弱或切削力過大;
3) 切削用量選擇不合理,使切削力太大或切削溫度太高; #p#分頁標題#e#
4) 刀具由于驟熱驟冷(如斷續切削、冷卻液等)產生太大的熱應力以致出現裂紋;
5) 操作不當等使切削刃受到突然機械或熱沖擊,以致崩刃、熱裂等。

圖2 刀具后刀面磨損
由于后刀面磨損(如圖2所示)可以較準確地進行預報,刀具壽命較易控制,因此也是期望發生的失效形式。切削力增加或切削速度升高引起的切削溫度增加均會使后刀面磨損加劇。刀具使用壽命通常用其后刀面磨損帶的寬度VB來表示,如圖3所示。
圖3 刀具后刀面磨損的典型曲線
機械磨損引起的剝落既發生在前刀面,也發生在后刀面。發生在前刀面上的剝落區域一般比發生在后刀面上的剝落區域小,如圖4所示。
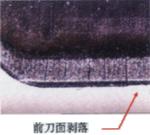
圖4 機械磨損引起的剝落
熱擴散也會導致前、后刀面的剝落,如圖5所示。

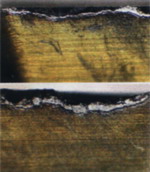
前刀面剝落 后刀面剝落
圖5 熱擴散引起的剝落
刀具的非正常磨損即剝落破損或刀刃的斷裂通常發生在斷續切削過程中,加工系統剛性差時也會發生刀具破損。增加刀具材料的韌性(增加硬質合金刀具材料中黏結相鈷的含量,或增加TiC及TaC等的含量)可有效避免刀具破損的發生。另外,增加刀具結構的強度,增大加工系統的剛性都會減少刀具發生破損的概率。

圖6 邊界磨損邊界磨損
(圖6)一般發生在切削深度方向與工件表層相接觸的切削位置,是局部的剝落及前刀面月牙洼磨損,在加工不銹鋼、高溫合金、淬硬材料、表層較硬或很軟的鋼時,容易發生邊界磨損。為了減小這類刀具磨損,可采用CVD涂層刀具;增加硬質合金刀具材料中黏結相鈷的含量(如富鈷類硬質合金),也可減小這類刀具磨損。
圖7 刀具失效分析
總之,刀具失效的影響因素、失效形式及產生機理都是非常復雜的。生產上,可從觀察刀具失效形式入手,分析其失效機理,找出影響因素,提出相應的減少刀具失效的措施(如圖7)。
刀具相關文章
- 2021-07-31Autodesk EcotectAnalysis2011綠色建筑分析應用全彩 [
- 2021-06-11AutoCAD工程制圖及案例分析PDF下載
- 2021-06-06AutoCAD機械制圖技巧及難點分析PDF下載
- 2021-05-29Autodesk Ecotect Analysis綠色建筑分析應用(全彩)2011
- 2016-08-07凱景國際集團辦公室全套施工裝修圖下載
- 2016-06-28各種材料接口大樣圖 門大樣詳細圖集下載
- 2016-04-13中山華發生態園華發公館花園一期施工圖附實景照片
- 2016-02-01邱德光廣州琶洲洲城中村天悅樣板間施工圖及材料表
- 2016-01-07西雙版納皇冠假日酒店總經理套房施工圖及+材料規格說
- 2016-01-05托斯卡納風格別墅樣板間設計方案施工圖下載