可編程的機器人去毛刺工具為更高效的自動化精加工工藝帶來了靈活性和一致性。
如今,人們對產(chǎn)品質量的要求越來越高,由于零件的復雜性,要使機械手生成一個完全與零件邊緣吻合的路徑往往會受到一定的限制,這也使精加工操作很難達到整體的質量要求。
先進的精加工設備
美國的Hammond Roto-Finish公司專為很多行業(yè)的客戶設計成套的精加工系統(tǒng),開發(fā)全自動、自主式的金屬精加工單元,來滿足他們不同的精加工要求和生產(chǎn)需要。如今,該公司已經(jīng)為汽車、飛機、宇航、醫(yī)學工具、運動器材、裝飾部件等制造商提供了很多精加工設備,為用戶提供了不同類型的自動化系統(tǒng),如機械手、柱面測量、平面精加工系統(tǒng)以及一系列適用于特殊精加工工藝的用戶訂制化工具。
一直以來,Hammond Roto-Finish公司在不斷尋找可以進一步提高精加工效率的新系統(tǒng)和新元件,最終找到了一種使精加工工藝實現(xiàn)自動化的方案——使用一種靈活性高的精加工工具,即ATI工業(yè)自動化公司開發(fā)的專利機器人去毛刺工具Flexdeburr來解決工作單元中存在的一些設計和機器人培訓方面的棘手問題。該公司認為精加工工具優(yōu)良的靈活性和一致性能讓他們設計出體積更小、效率更高的工作單元,而且在配備一個靈活性出眾的精加工工具以后,能夠快速、方便地通過程序對該系統(tǒng)的機器人進行培訓。

The pneumatically floating motor and spindle of the Flexdeburr provide limited
compliant movement so that when mounted on a robot, it mimics manual deburring actions.
全新設計的Flexdeburr
ATI公司開發(fā)的這種Flexdeburr去毛刺工具結實耐用,采用空氣壓縮機驅動,適用于鋁制和鋼制零件的精加工。

Driven by two separate air lines (one to the air-turbine motor,
the other to float the spindle), the Flexdeburr uses standard tungsten-carbide bits.
Flexdeburr是一種輕巧的旋轉工具,其主軸采用徑向壓縮空氣作為動力支撐,可以在不規(guī)則的零件表面上高速旋轉、操作加工。其“浮動”馬達和主軸采用±8mm的徑向動力裝置,可以使精加工力保持恒定。Flexdeburr配有一個剛性外罩和一個內部的馬達/主軸總成,運行比較方便。氣動馬達/主軸總成安裝于外罩的心軸軸承上,氣動馬達與心軸軸承獨立于外罩運行,徑向“動力場”由工具外罩前側的環(huán)形小型氣動活塞提供,其動力可以從工具徑向的任何一個角度(360°)傳送到主軸/工具上。馬達內部的調速控制器可以使主軸以40000r/min的轉速保持高速運行,每單位可承受0.7~4.3kg的載荷而不變形,供氣壓力為0.035~0.42MPa。
Flexdeburr去毛刺工具十分輕巧,總重量只有1.18kg,可以在恒定壓力下緊貼工件邊緣——甚至能像機器人那樣沿著零件的邊緣以305mm/s的速度移動。其工作溫度為5~35℃,采用標準的碳化鎢工業(yè)刀片,以適應組裝線變化的需要,滿足零件的加工要求。另外,刀片可以根據(jù)加工的需要隨時更換,從而改變操作方式。
高速、高效、精確的加工
Flexdeburr去毛刺裝置安裝于機器人或CNC數(shù)控機床上,配有噪音很低的空氣壓縮機馬達,使用干凈、干燥、經(jīng)過過濾的、無潤滑劑的空氣,直接通向工件。這種精加工工具使用兩種連接空氣:一種壓縮空氣的壓力為0.63MPa,作為切削銼刀的旋轉驅動力;另一種壓縮空氣的壓力為0.42MPa,作為徑向驅動力。硬質材料的零件精加工速度可以達到25~76mm/s;而軟質材料的零件精加工速度可以達到76~305mm/s。工作時,精加工工具的恒定轉速為40000r/min。氣動工具有一個空氣管路用于驅動切削銼刀,使其旋轉運行,而另一管線的壓縮空氣能產(chǎn)生徑向傳動力,用于驅動馬達/主軸總成。浮動加工頭上的空氣壓力經(jīng)過調節(jié),可提供恒定的加工力,這對于加工優(yōu)質倒角是必要的。此外,長而細的Flexdeburr去毛刺裝置的“工作”端可以非常精確、深入地打磨加工,甚至可以深入到其他工具都難以到達的區(qū)域進行加工。
#p#分頁標題#e#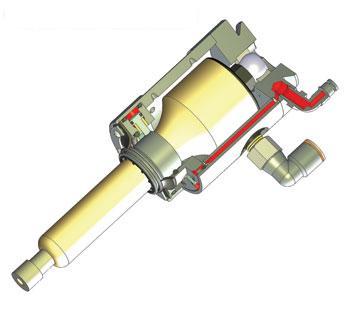
The Flexdeburr's floating design improves the production quality
and efficiency of automated part-finishing.
簡單的編程
Flexdebur去毛刺裝置不但能夠模擬手工精加工打磨方式,更為靈活的是,它可以迅速且容易地改變方向。其尖端固有的靈活特性節(jié)約了機械手的編程時間。由于該工具能提供機械手路徑和零件邊緣之間的偏差,因此編程人員只需對少量的路徑點編程就能達到目的。安裝一個直徑與刀具直徑相同的銷釘,或安裝一個帶有頂尖的智能化工具代替真正的刀具,就可以進行機械手路徑的編程。機械手可通過手動方式移動到一個點上,此時銷釘或帶有頂尖的智能化工具在這一點上與零件的邊緣接觸,并將這一個點記錄下來,沿著零件的邊緣運動,并按一定的間隔重復上述步驟。機械手控制器利用這些記錄點確定其跟蹤路徑,同時將切削力調整到“運行位置”,這樣,編程人員就可以對毛刺較大的區(qū)域或必須切削更多材料的區(qū)域增大切削力。
機械手運動的編程還取決于零件的復雜程度,為了能夠達到要求的機械手路徑,加工復雜零件時需要相當長的時間進行編程。在實際應用中,為了達到要求的光潔度,需要多次打磨零件,因此按比例計算,編程節(jié)約的時間是十分可觀的。例如,使用Flexdebur后,Hammond Roto-Finish公司的編程時間已經(jīng)減少到幾個星期了,考慮到整套系統(tǒng)——從設計到生產(chǎn)、運行、安裝及操作培訓,這一系列工作可能需要花費6個月的時間甚至更長,編程時間減少到幾星期就顯得格外重要了。