淺談混合結構機床
時間:2011-04-19 22:26:11 來源:未知
<%end if%>

圖1:銑削砂模
文章討論了用戶使用混合結構機床直接銑削模具,以及使用覆蓋軸的經驗。文章所采用的信息采集于DirektForm GmbH Freiberg。該公司從2002年起使用兩臺Metrom機床加工中等規格的鑄造模具。兩臺Metrom機床采用的都是混合結構。之所以采用混合結構和并聯結構,是為了擴展五軸加工的加工空間,使其不受角度限制,并且在針對大工件加工時得到并聯結構的更好的動態性能。
- 混合機構機床(Hybrid kinematics machines):并聯機床(Pentapod, Hexapod)和附加的線性或旋轉軸的結合體。
- 覆蓋軸(Overlaid axes):物理存在的軸(線性或旋轉軸),或者并聯于5軸機床的笛卡爾坐標系軸,或者執行旋轉軸功能的軸。覆蓋軸可以單獨或同其他軸一起根據編程指令運動而不需要TCP特性轉換。
圖2:Metrom混合結構機床P2000 R
1.不同的機床概念
DirektForm公司的主要應用是銑削大規格的砂模,追求的目標是高速,并且精度可調整。Metrom機床的大約加工范圍是2m×2m×0.8m。第一臺機床(Metrom P2000 L)的工作臺安裝在一個附加的線性軸(U軸)上。第二臺機床配置了一個旋轉工作臺(B軸),安裝在一個線性軸(U軸)上。
2.混合結構機床對控制系統的要求
- 數據流和PKM附加模塊
- 兩種機床都配備置了基于PC的安德隆andronic 2000數控系統。每套系統都通過一個附加的PKM處理器增強性能,請參照下面的結構簡圖。
- andronic 2000 控制系統的數據流簡圖證實了用戶對數控系統的基本功能的需求。從而可以得出,控制系統必須要滿足下面的要求:
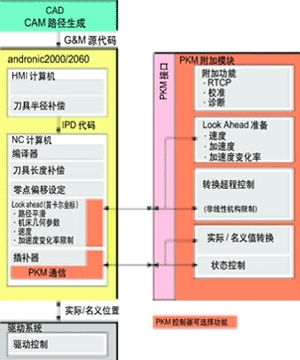
圖 3:附加模塊數據流
- 數控系統必須具有常規數控系統的特性。如此,系統必須能夠按笛卡爾坐標系編程,在幾何坐標、刀具偏置、零點偏移、坐標旋轉和固定循環等方面保持不變。
- 數控系統必須帶有笛卡爾坐標系位置顯示;執行名義和實際數值間的轉換。
- 混合PKM-數控系統的數據流不能和笛卡爾坐標數控系統的數據流相沖突。
- 控制系統必須是一臺高性能的CNC,并帶有與插補循環時間獨立的轉換循環時間。
- 為了滿足這些需要。PKM處理器(一個附加模塊)被集成到與驅動的通訊之前。由此產生的結果是,刀具半徑和刀具長度補償,刀具偏移和旋轉,笛卡爾坐標Look Ahead參數等功能可以同在傳統的5軸機床上一樣被使用。
- PKM的接口設計可用來校準、分析超程限位和角度限制。PKM-look-ahead可按不同的點距,以及需要同時考慮的NC程序塊的數量靈活地進行設定(取決于機床結構)。通常Look ahead程序塊的長度設定是2000。在有斜波特性比較平情況時,這個數值可以更高些。
- 笛卡爾和PKM Look-ahead
- 幾何學特性
- 輸入數據的質量:(粗糙線性G-代碼的最大允許偏差)
- 輪廓精度:(各軸獨立的名義編程位置和平滑后輪廓的允許偏差)
- 輪廓平滑:(定義平滑時間使軸的特性平滑)
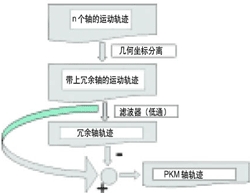
圖4:混合軸的數據流和軌跡計算
- 動態特性
#p#分頁標題#e#- 加速度:(各軸獨立的限制和輪廓限制-減小輪廓內的實際加速度)
- 加速度變化率限制:(各軸獨立的限制和輪廓限制-衰減最大允許加速度變化)
- 在線名義值平滑
- 輪廓平滑時間常數:(插補器在考慮了軸的精度限制的基礎上,平滑名義位置值的時間周期)
- 輪廓加速度
- 加速度時間常數:(2度多義線定義的輪廓內加速度變化的時間段)
- 冗余軸
- 實踐經驗表明處理“標準”數控系統的冗余軸或者叫覆蓋軸是相對簡單的。數控系統將冗余軸當作一根實際存在的軸處理。冗余軸按下述特性進行定義:
圖5:正方形零件加工程序
- 線性或旋轉軸
- 軸的速度、加速度和加速度變化率限制
- 其他各軸獨立的Look-ahead參數(比如,精度等)
- 在這種情形下,冗余軸的編程軌跡一般超過了NC程序塊在速度定義時生成的軌跡。因而,這就導致了施加在工件上的速度有可能達不到編程速度。冗余軸的經驗表明,這個問題的解決方法是:或者是在為機床5軸或6軸映射生成G代碼時,或者是在在線傳輸時特殊考慮。
- 作為結果,引入冗余軸時需要考慮幾何結構(軟限位,等等),各驅動獨立的速度、加速度、加速度變化率等限制和各軸獨立的Look-ahead參數等各個方面的因素。
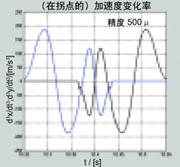
圖6:預定義精度是500μm時在一個拐點的加速度變化率
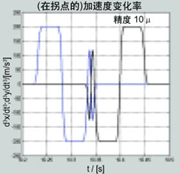
圖7:預定義精度是10μm時在一個拐點的加速度變化率
3.混合結構機床的加工編程
- 已經在使用的混合結構描述
- NC編程通過使用常規的5軸CAM程序實現。一個附加的工具軟件用于映射NC軸到實際存在的、PKM的5個被叫做冗余軸或覆蓋軸(U軸或B軸)的支柱。根據不同的混合機床結構類型和工件種類,可以選用不同的策略。
- METROM機床,型號P2000L,帶U軸:
- 機床的工作臺位于一個附加的線性軸上(U軸),與笛卡兒坐標系X-Y平面內的Y軸平行。在這里一個特殊的工具軟件離線地完成冗余軸U軸的幾何學上的分離和集合。它是一個幾何的映射:(X, Y, Z, A, C) → (X, Y′, Z, A, C, U)
- METROM機床,型號P2000R,帶B軸和U軸:
- 機床的工作臺位于一個附加的線性軸上(U軸)。這臺機床的優勢是能夠使工作臺以恒定的速度旋轉,并通過并聯結構的幾個軸的運動產生工件的輪廓運動。
- 冗余軸的編程策略
- 當考慮PKM和冗余軸的動態特性時,可得到下面的特性:
- PKM軸:短運行距離,高或中等速度,高的加速度和加速度變化率。
- 冗余軸:長的運行距離,高或中等速度,較小的加速度和加速度變化率。
- 當這些特性同信號處理技術一起考慮的時候,你可以看到一個很簡單但有效的區分這兩種系統的方法: PKM軸適用于較高的頻率,冗余軸適用于較低的頻率。
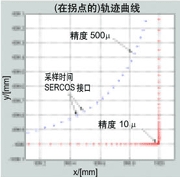
圖8:不同輪廓精度下的軌跡曲線
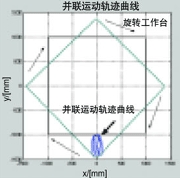
圖9:帶車銑軸的并聯運動
- 除了上面這些,還需要一個新的標準,定義一個軸系統的平均追蹤目標函數。口頭上說這個標準表示,PKM單元應該總是追蹤軸系統中的一個“中間的”或者中心位置。在需要線性冗余軸和三維路徑的時候,這個標準的定義就簡單了。中心位置是根據到并聯機構中工作空間的距離相同來定義。
- 5軸運動以及從線性冗余軸到旋轉冗余軸的轉換,使定義中心位置變的極其復雜。接下來的數字表明了信號和數據流走向:
- 在給冗余軸分段的時候必須要考慮下面的方面:
#p#分頁標題#e#- 篩選的基礎是時間。在PKM Look Ahead設定結束后,路徑運動的正確的時間首先就知道了。但是基于這種考慮,需要先得到路徑分段的結果。如果Look Ahead的計算需要在PKM的能力之內的話,這個重要的問題可以通過一個行之有效的方式來解決。下一段的例子示范了這種方法的適宜性。
- 過濾過程不僅僅限制回溯信息,還需要考慮隨之而來的或未來產生的數值,否則會產生一個未預知的“跟隨誤差”。因為運算的數據在傳送途徑里優先選擇處理,這個過程是在離線的狀態下完成的。從現實的角度選擇,第2個“Look-ahead-horizon”應該被集成到CNC的數據流里。
4.應用示例
- 問題
- G代碼中的銑削路徑是一個邊長為2000mm的正方形,其是一個加工面積為2000mm×2000mm的工件程序的子集。
- 混合結構包括了動態的5-構件PKM(Pentapod)和具有更弱的加速度特性的旋轉工作臺。因為這個原因,旋轉工作臺應該在加工過程中盡可能勻速的轉動。每個位置的加速度,特別是在平面的各個角的位置,需要從PKM單元得出。
- G代碼的產生和選定的機床無關。G代碼中使用的軸參考工件的軸。我們假定一個非常簡單的條件,就是Z軸位置不變。工件程序有可能包括下述說明:
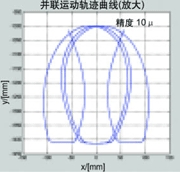
圖10:PKM的有效運動空間擴大了

圖11:在一個拐點處的X/Y軸的加速度變化率
- 從這個簡單的程序開始,冗余軸運動的自動生成過程開始了。結果我們得到另一個G代碼程序,帶有所有的軸數據,只不過每個數據段都補充了旋轉軸(B軸)的坐標位置。注意。如果哪里存在間隔很長的點,哪里就插入了插補點。
- 隨后的圖表顯示出了兩種不同精度定義的結果。路徑偏差最初是500μm,隨后是10μm。加速度和加速度變化率保持不變。
- 在整個工件范圍內的高動態特性的路徑計算
- 最初假定PKM單元可以在整個工件范圍內達到理想的動態特性。根據該假定,帶來了隨后的速度、加速度和加速度變化率曲線形狀。
- 預定義的輪廓精度對速度曲線、加速度和加速度變化率有很大的影響。為了比較,下面一個圖表顯示了如果允許輪廓精度從500μm減小到10 μm時帶來的加速度變化率的變化。
- 隨著需要達到的精度的不同,工件的路徑以不同的方式平滑。圖顯示了兩種不同輪廓精度下的名義位置路線。在圓點位置你能夠清楚地看到該點的斜波特性,因為所有的點具有相同的時間間隔,同SERCOS伺服驅動的循環時間一致。
- 4.3.旋轉、冗余軸的考慮
- 到目前為止,過程中還沒有包括冗余軸。因為有Look-ahead運算的結果,冗余軸的位置值可分配到每一個輪廓點。最簡單的辦法是計算整個循環的全部時間,除以該提前定義的旋轉軸以一個不變的速度需要移動的距離,從而得到不同時刻的位置。使用過濾策略是更靈活的一個辦法。這樣旋轉工作臺的速度僅僅速度發生低頻變化。
- 接下來的數字表明了當執行邊長為2000mm的正方形時并聯機構的運動(即PKM的軌線)。按照工件坐標系,得到了精確的輪廓,包括準確的時間。除了開始和結束輪廓時以外,旋轉軸勻速旋轉。
- 下面的圖表證明了PKM的有效運動的提高。預設定的輪廓精度是10 μm。軌跡的左段和右段因為加減速度而產生。經過與幾個旋轉軸恒速度的旋轉運動的串聯,只有內部圓弧被執行。
- 在“Jerk PKM”的數據里,可以發現PKM的加速度變化率-拐角被平滑了。這在隨之發生的相對于機床坐標系的加速度變化率值中同樣能夠體現。
- 實例評估
- 帶連續旋轉旋轉軸控制的混合機構使我們能夠處理在2000mm×2000mm范圍內的所有位置的加速度和加速度變化率動態特性。如果旋轉軸的最大允許旋轉速度太小或者最大線速度是按直線或者較軟的彎來設定的,有可能會達到限制值。另一個優勢就是加速度和加速度變化率的有效值不再會達到極限了。
#p#分頁標題#e#