激光焊接和復合焊接技術提高了焊接性能,生產率和焊縫質量都得到了提高
焊接高彈鋼(厚度為16-17mm)的工業應用主要是由傳統焊接 (自動的熔化極氣體保護電弧焊,GMAW)來實現的。這是因為這一焊接工藝的質量獲得肯定,盡管它需要進行多道焊接。比如說,當焊接12mm厚的鋼板,焊接速度0.8m/min時,GMAW需要5道焊。在特定的條件下,還需要對焊接進行一些限制(比如,不允許使用背面支撐),而且第一條焊道(根焊道) 需要使用GTAW,其焊接速度降低為0.1-0.15 mm/min。采用幾個焊接站的方案可以降低總的焊接周期,但這并非總是可行。
4kW激光源的出現和使用光纖來傳輸光束,允許幾個光源之間進行耦合,并使工件上的激光功率能達到8kW,從而僅用幾道焊接來焊15-20mm厚的鋼板成為可能。最近新的激光技術的發展(光纖或者圓盤激光器)使得功率高達10kW,并且使用幾百微米的光纖傳輸,這無疑將推進在這些方面的工業進步。
對于高彈鋼的焊接,復合焊接過程(GMAW與激光焊接)和只用激光(使用冷焊絲)焊接之間顯示出一定關聯。焊接大直徑的貯藏桶或者管道的制造促使我們開發適用于焊接大直徑測試管的工作站。
實驗裝置
這項評估過程所用的工作站有如下幾個特點:
實驗中振蕩激光頭和焊絲或者是GMAW中用于多道焊接的焊炬,以便降低在金屬熔池和基底金屬交界面上未熔合的問題。通常,零件焊接后的截面顯示橢圓化,高度可以達到1cm。這明顯與激光焊接或者GMAW/復合焊接不一致。焊縫追蹤感應器SRI(機器人伺服系統)控制了焊接頭的Y和Z向運動。

圖1. 焦點處的光斑分析
激光源使用了HL4006 D(燈泵浦)和HL4506D(二極管泵浦)。一根雙光纖和適配的聚焦系統,得到兩個直徑為450微米的光斑。圖1給出了光強分布,圖2顯示了焊接結構圖。
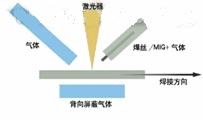
圖2. 焊接圖示
由于兩個光斑得到的功率密度較低,頂部帽形的分布,以及Nd:YAG激光功率等因素,我們設計了連接槽的具體形狀以優化根焊道的厚度,并給出正確的焊接速度。
圖3給出了激光焊接和復合焊接不同的凹槽外形,這是利用SRI系統來測量的。這些外形使得焊接根焊道的厚度達到10mm,焊接速度達0.6m/min(激光焊接)和0.9m/min(復合焊接)。對于復合焊接過程,擴大了V型槽以降低在根焊道上端出現裂口的可能性。
僅使用激光焊接 復合焊接
圖3. 凹槽形狀
填充焊的方法
這里使用了兩道填充焊來完成剩下的4mm到6mm。同時使用了固定的參數(激光功率,焊接速度,送絲速度,以及光束振蕩參數)。
填充焊的要點是避免在凹槽邊上產生未熔合。圖4顯示了這種缺陷的例子,這是由金屬熔池無法正確熔融凹槽側壁導致的。

圖4. 在凹槽的側壁未熔合的實例
目前有許多的方法可以來擴大金屬熔池。在定位焊接中,降低焊接速度將導致嚴重的缺陷,并且也不利于生產率的提高。將激光光束的光斑直徑擴大到2mm,可以擴大金屬熔池,同時也降低了前道焊接的熔透深度。也可使用擺動光束來擴大金屬熔池的寬度(但是沒有改變長度)。這里使用了第二和第三個方案。同時移動焊絲和光束來實現頻率為8-10Hz的擺動。光束的振幅必須與凹槽寬度相適應。 #p#分頁標題#e#
在機械加工后,圓筒的幾何變形導致了待焊接厚度的明顯變化。測量到典型的厚度變化約1-2mm。具有固定參數的填充焊道將使得在一些位置得到的外形較平,而其他位置則過厚。這就與正確的封頂相沖突,因為封頂需要有一個平整的表面。SRI系統用來測量在第二道焊接后還需填充的體積。體積測量值被用來計算相應的焊絲輸送速度,并進行在線修正,同時也被用來計算在凹槽中焊接工具的位置。
圖5顯示了一個送絲速度變化的例子。這里規定了上限和下限。因為送絲太快的話,將導致焊絲熔化方式不正確,送絲太慢的話將導致不連續的加工,送絲可能會中斷,這也會導致在焊絲在重新送入時有缺陷,此外,還有可能因為過度的加熱導致焊絲受損。
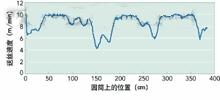
圖5. 焊縫處送絲速度的變化分布
復合焊接
復合焊接的目的是提高僅使用激光焊接情況下的性能,主要是在生產率的提高方面,并且所進行的焊接具有穩定的質量。激光參數與冷絲焊接的情形下相一致。復合焊接技術比傳統技術更需要對參數進行設定。
◆ 送絲速度:要確保冷焊絲正確熔融,這個參數的上限在10 m/min左右,激光必須能夠熔化焊線。使用GMAW的話,焊絲由電弧熔化,送絲速度可以提高到19 m/min左右。
◆ 激光光束定位:使用冷焊絲的話,焊絲必須通過激光光束以便被熔化。使用GMAW的話,激光被用來產生更長的熔池,并保持由GMAW工藝得到金屬熔池。電弧和激光束之間的距離需要進行優化。
◆ 在窄的凹槽中使用GMAW時,需要控制電弧外形以降低在凹槽邊緣的效應。可以使用不同類型的操作模式,比如脈沖或者連續模式。
根焊接速度被提高到0.9 m/min,激光功率保持恒定,送絲速度為10.5 m/min,對GMAW來說,使用脈沖模式。
零件之間的縫隙得到了很好的控制,但是管材發生橢圓化可以導致嚴重的錯位。在一些測試零件中,這樣的錯位范圍從0到5 mm。我們使用了恒定參數進行焊接測試(同樣的焊接速度,送絲速度,GMAW參數),并得到了有趣的結果(見圖6和圖7)。

圖6. 使用激光和冷焊絲進行焊接

圖7. 復合焊接,這里有5mm的錯位
填充焊的策略
對于填充焊來說,合僅適用激光焊接的情況相比,我們做了以下兩點改進。
◆ 送絲速度上升到17 m/min。
◆ 電弧的寬度十分重要,而且與凹槽的寬度相關。因而我們采取固定焊炬,而擺動激光束的方式。這就允許激光對凹槽壁進行更好的熔化,而避免了因為電弧所導致的空穴。
激光參數與冷絲焊接的情況下參數是一樣的,只是焊線速度為0.9 m/min。需要三道焊接以實現到達表面的完整焊縫,而封頂是由兩道焊接實現的。一個在左側,送絲速度為17 m/min,另一個在右側,焊線速度為10 m/min。在這兩種情況下,焊接速度均為0.9 m/min。其優勢是完全避免了底切,而且在基底金屬表面和焊接面之間有光滑的連接。
金相結果
焊縫使用了X光照相進行了檢測。在僅使用激光的情況下,沒有探測到任何缺陷,沒有氣孔,裂痕或者未熔合的現象。在復合焊接的焊縫中,我們觀察到了小氣孔,但是數量上還可以接受。硬度分布顯示,在焊縫的底部(很大比例是基底金屬)達到了最大值330HV,不過這與建筑要求是相符合的。我們必須考慮到基底材料(高強度鋼)的硬度是高于標準鋼的。 #p#分頁標題#e#
回彈能量測量給出了有趣的結果,在僅使用激光的條件下,-10℃時,能量吸收為110 J,而在復合焊接的過程中,-10℃ 時,吸收的能量達220 J,這可能是由于焊接速度更高的原因導致的。
結論
本文介紹了與傳統的GMAW技術相比,使用激光和激光+GMAW復合焊接的優勢。這里的表格總結了使用這些工藝進行17 mm厚度焊接時使用的主要參數。
激光焊接和復合焊接技術帶來了焊接性能上的提高,這是指生產率的提高(減少焊接道數,提高焊接速度)。此外,焊接區域的機械性能比傳統技術所得到的質量更好。這些結果有利于將這些加工技術投入到生產中。新型激光技術的開發,能量密度的提高,將使得實際性能得到改善,另外通過減小激光器和其他工具的尺寸,也將易于加快該工藝的工業化進程。
相關文章
- 2021-08-10中文版AutoCAD 2002輔助設計入門與提高PDF下載
- 2021-07-26AutoCAD 基礎項目教程工程平面制圖入門提高機械、建筑
- 2021-07-23AutoCAD 機械設計入門與提高2014版 [北京兆迪科技有限
- 2021-07-11采礦AutoCAD 2006入門與提高PDF下載
- 2021-07-11超級提速:3ds Max/VRay小空間效果圖專業表現技法 紀元創
- 2021-06-19AUTOCAD2012中文版室內裝潢設計入門與提高精華版 [趙
- 2021-06-18AutoCAD電氣設計快速入門與提高PDF下載
- 2021-05-28CADCAM軟件入門與提高 AutoCAD 2010中文版入門與提高P
- 2021-05-28常用零部件的AutoCAD二維參數化繪圖技術(上冊)PDF下載
- 2021-05-27CADCAM軟件入門與提高 AutoCAD 2010中文版入門與提高P