本文研究分析了對華中I型銑床數控系統結構的相關內容。
一、數控系統結構及數控系統操作臺
華中Ⅰ型數控系統結構如下圖所示:
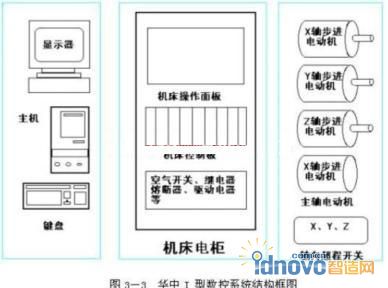
華中I 型數控系統具有以下特點。1) 系統用中文CRT顯示,具有很好的人機界面;2) 3.5英寸磁盤可用于保存或調入加工程序;3) 通訊接口用于系統集成、聯網、數據輸入和輸出、遠程診斷等;4) 標準面板包括CRT/MDI面板和操縱面板;5) 系統采用實時多任務的管理方式,能夠在加工的同時進行其它操縱。
華中I 型數控系統直接采用標準PC機鍵盤,用于編程及系統管理操作。操作面板控制機床的動作或加工過程的控制。
二、操作面板及其主要按鈕
華中I 型數控系統(數控銑床)操作面板如圖3-4。
1.電源開關
合上總電源開關后,將鑰匙插入操作面板上的電源開關,接通或斷開CNC電源。
2.急停按鈕
機床操作過程中,當出現緊急情況時,按下急停按鈕,伺服進給及主軸運轉立即停止工作,CNC即進入急停狀態。初操作者應隨時把一只手放在急停按鈕上,一旦有緊急情況,可以立即停止機床運動。
3.超程解除按鈕
當某軸出現超程報警,要退出超程狀態時,必須松開急停按鈕,然后壓住超程解除開關,并在手動方式下選擇該坐標軸,按點動按鈕(+JOG或-JOG),使該軸向相反方向退出超程狀態。
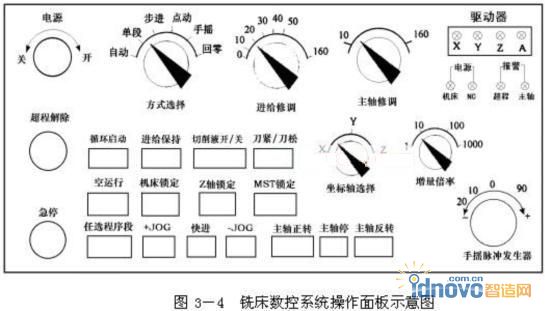
4.工作方式選擇(波段開關)
通過方式選擇開關,選擇系統的工作方式。
(1)自動檔。自動運行執行方式。當方式選擇開關置于自動方式時,機床控制由CNC 自動完成。
(2)單段檔。單程序段執行方式。當方式選擇開關置于單段方式時,程序控制將逐段執行,即運行一個程序段后機床暫時停止;再按一下“循環起動”按鈕,執行下一程序段,該段運行結束,機床再次停止;再按“循環起動”按鈕,機床再次運行。該執行方式有助于檢查程序是否正確,在初次加工時非常有用。
(3)步進檔。步進(增量)進給方式。+JOG、-JOG按鈕及增量倍率開關。
在步進(增量)進給方式下,按壓 +JOG或-JOG,由坐標軸選擇開關所選擇的軸將正向或負向移動一個增量值,增量值的大小由增量倍率×1,×10,×100,×1000開關控制。增量倍率開關位置和移動距離的對應關系如表3-1所示:

(4)點動檔。點動進給方式。+JOG、-JOG按鈕及快進按鈕。
在點動進給方式下,按壓 +JOG或-JOG,由坐標軸選擇開關選擇的軸將正向或負向連續移動,松開 +JOG或-JOG即減速停止。點動進給的速率為最大進給速率的三分之一乘以進給修調開關選擇的進給倍率。若同時按下手動按鈕和快進鍵,則所選坐標軸正向或負向快速運動。此時JOG 速率為最大進給速率乘以進給倍率。
(5)手搖檔。手搖脈沖發生器操作方式。手搖脈沖發生器及手搖進給倍率開關。
當工作方式為手搖方式時,轉動手搖脈沖發生器可以正方向移動由坐標軸選擇開關選定的進給軸。手搖脈沖發生器的當量(手搖每轉一格移動的距離)由增量倍率開關選擇,其對應關系與增量進給基本相同,只是在增量倍率為1000時,手搖脈沖發生器的當量為0.001×100=0.1mm而非1mm。
(6)回零檔。回零方式為手動返回機床參考點。當工作方式為回零方式時,選擇需返回參考點的坐標軸,按下+ JOG或-JOG按鈕,直至到達參考點的位置(當減速限位開關被接通,再關斷后,下一個柵格被看作是參考點),該軸參考點返回結束后,參考點返回指示燈亮。
*在電源接通后,必須用這種方法完成返回參考點操作。
當機床處于以下3種狀況時,機床必須回零,否則數控系統會因失去機床零點記憶而發生故障:a)機床關機后,重新接通電源;b)機床解除急停狀態后;c)機床超程報警解除后。
5.進給修調
在自動方式及點動方式下,當進給速度偏高或偏低時,可用操作面板上的進給修調開關,修調程序中編制的進給速度,此開關可提供10%-160%的修調范圍。
6.主軸修調
可用操作面板上主軸修調開關,修調自動運行時程序中編制的主軸速度或手動時的主軸速度,此開關可提供10%-160%的修調范圍。機械齒輪換檔時,主軸不能修調。
7.坐標軸選擇
在點動、步進、手搖、回零運行方式(統稱為手動方式)時,首先要通過坐標軸選擇開關選擇相應的手動進給軸。手動時,每次只能走一軸。
8.循環啟動
自動運轉啟動。當方式選擇開關置于自動方式時,在主 菜單下按 F1 鍵進入自動加工子菜單,再按F1(程序選擇)選擇要運行的程序,按下循環啟動按鈕,自動加工開始。自動加工期間,按鈕內指示燈亮。
9.進給保持
自動運轉暫停。在自動運行過程中,按下“進給保持”鍵,機床運動軸減速停止,暫停執行程序,刀具、主軸電機停止運行。暫停期間,按鈕內指示燈亮。
在暫停狀態下,按下“循環啟動”鍵,系統將重新啟動,從暫停前的狀態繼續運行。
10.切削液開/關
用于開關切削液。按下操作面板上的切削液開/關,切削液開;松開此開關,切削液關。
11.刀緊/刀松
用于手動裝刀。按下操作面板上的刀緊/刀松開關, 夾緊刀具,松開此開關,刀具松開。
12.空運行
當機床選擇自動循環操作方式時,按下操作面板上空運行按鈕,CNC處于空運行狀態(這時按鈕內的燈亮)。程序中編制的進給速率被忽略,刀具以快移速度移動。
13.機床鎖定
禁止機床動作。在自動運行開始前,將“機床鎖定”鍵按下,再進行循環啟動,僅坐標位置信息變化,但不允許機床運動,這個功能用于校驗程序。
機床鎖定時,必須注意以下幾點:1)即便是G28、G29功能,刀具不運動到參考點;2)機床輔助功能M.S.T仍然有效;3)在自動運行過程中,按“機床鎖定”鍵, 機床鎖定無效;4)在自動運行過程中,只有在運行結束后,方可解除機床鎖定。
14.Z軸鎖定
禁止進刀。在自動運行開始前,將“Z 軸鎖定”鍵按下,再進行循環啟動,Z軸僅坐標位置信息變化,但Z軸不運動,因而刀具也不運動。
15.M.S.T鎖定
禁止程序中輔助功能的執行。按下“M.S.T鎖定”按鈕后,除控制用M代碼M00、M01、M30、M98、M99照常執行外,所有其他的M.S.T指令無效。
16.任選程序段
打開機床操作面板上的任選程序段開關,含有斜號代碼“ /”的程序段被忽略。
17.主軸正轉、主軸反轉、主軸停
主軸的手動控制按鈕。在手動方式下,按下主軸正轉按鈕,主電機正轉,主軸正轉;按下主軸反轉按鈕,主軸反轉;按下主軸停止按鈕,主軸停止運轉。主軸正轉及反轉的速度可通過主軸修調開關調節。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF