一、前言
薄壁零件已日益廣泛地應(yīng)用在各工業(yè)部門(mén),因?yàn)樗哂兄亓枯p,節(jié)約材料,結(jié)構(gòu)緊湊等特點(diǎn)。但薄壁零件的加工是車(chē)削中比較棘手的間題,原因是薄壁零件剛性差,強(qiáng)度弱,在加工中極容易變形,使零件的形位誤差增大,不易保證零件的加工質(zhì)量。
為此對(duì)薄壁零件的裝夾,刀具的合理選用,切削用量的選擇,進(jìn)行了大量的試驗(yàn),為今后更好地加工薄壁零件,保證質(zhì)量,提供了理論依據(jù)。
二、裝夾方式的改變
圖1所示為套類(lèi)薄壁零件。它的內(nèi)外圓直徑差很小,強(qiáng)度當(dāng)然就弱,如果在卡盤(pán)上夾緊時(shí)用力過(guò)大,就會(huì)使薄壁零件產(chǎn)生變形,造成零件的圓度誤差。如果在卡盤(pán)上夾得不緊,在車(chē)削時(shí)有可能使零件松動(dòng)而報(bào)廢。夾緊力的大小,我們采取粗車(chē)時(shí)夾緊些,精車(chē)時(shí)夾松些來(lái)控制零件的變形。
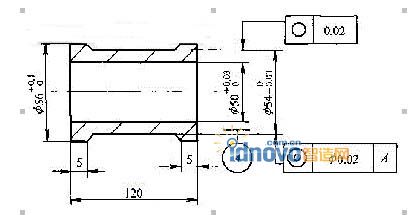
圖1 套類(lèi)薄壁零件
從圖2中可以看到零件是在三爪自定心卡盤(pán)上裝夾,零件只受到三個(gè)爪的夾緊力,夾緊力不均衡,從而使零件變形。如果將零件上的每一點(diǎn)的夾緊力都保持均衡,換句話(huà)說(shuō),就是增大零件的裝夾接觸面,而減少每一點(diǎn)的夾緊力。

如圖3所示,采用開(kāi)縫套筒或扇形軟卡爪,通過(guò)試驗(yàn)證明:后一種方法夾緊,零件的變形小,方法可行。
如果我們轉(zhuǎn)移夾緊力的作用點(diǎn),如圖4所示,由徑向夾緊改為軸向夾緊,通過(guò)試驗(yàn)分析:軸向夾緊力的正應(yīng)力約為徑向夾緊力的1/6,零件的變形很小,也可以說(shuō)明軸向壓緊方法有利于承載夾緊力,而不致使零件變形。
 圖4 軸向夾緊示意圖
圖4 軸向夾緊示意圖
三、選用合理的切削用量
薄壁零件車(chē)削時(shí)變形是多方面的。裝夾工件時(shí)的夾緊力,切削工件時(shí)的切削力,工件阻礙刀具切削時(shí)產(chǎn)生的彈性變形和塑性變形,使切削區(qū)溫度升高而產(chǎn)生熱變形。
切削力的大小與切削用量密切相關(guān)。從《金屬切削原理》中可以知道:背吃刀量ap,進(jìn)給量f,切削速度V是切削用量的三個(gè)要素。在試驗(yàn)中發(fā)現(xiàn):
1) 背吃刀量和進(jìn)給量同時(shí)增大,切削力也增大,變形也大,對(duì)車(chē)削薄壁零件極為不利。
2) 減少背吃刀量,增大進(jìn)給量,切削力雖然有所下降,但工件表面殘余面積增大,表面粗糙度值大,使強(qiáng)度不好的薄壁零件的內(nèi)應(yīng)力增加,同樣也會(huì)導(dǎo)致零件的變形。
所以,粗加工時(shí),背吃刀量和進(jìn)給量可以取大些;精加工時(shí),背吃刀量一般在0.2-0.5 mm,進(jìn)給量一般在0.1-0.2 mm/r,甚至更小,切削速度6-120 m/min,精車(chē)時(shí)用盡量高的切削速度,但不易過(guò)高。合理選用三要素就能減少切削力,從而減少變形。
四、合理選擇刀具的幾何角度
在薄壁零件的車(chē)削中,合理的刀具幾何角度對(duì)車(chē)削時(shí)切削力的大小,車(chē)削中產(chǎn)生的熱變形、工件表面的微觀質(zhì)量都是至關(guān)重要的。刀具前角大小,決定著切削變形與刀具前角的鋒利程度。前角大,切削變形和摩擦力減小,切削力減小,但前角太大,會(huì)使刀具的楔角減小,刀具強(qiáng)度減弱,刀具散熱情況差,磨損加快。所以,一般車(chē)削鋼件材料的薄壁零件時(shí),用高速鋼刀具,前角取6°-30°,用硬質(zhì)合金刀具,前角取5-20°。
刀具的后角大,摩擦力小,切削力也相應(yīng)減小,但后角過(guò)大也會(huì)使刀具強(qiáng)度減弱。在車(chē)削薄壁零件時(shí),用高速鋼車(chē)刀,刀具后角取6-12°,用硬質(zhì)合金刀具,后角取4-12°,精車(chē)時(shí)取較大的后角,粗車(chē)時(shí)取較小的后角。
主偏角在30°-90°范圍內(nèi)、車(chē)薄壁零件的內(nèi)外圓時(shí),取大的主偏角。
副偏角取8°-15°,精車(chē)時(shí)取較大的副偏角,粗車(chē)時(shí)取較小的副偏角。
五、切削液對(duì)薄壁零件的影響
用高速鋼刀具粗加工時(shí),以水溶液冷卻,主要降低切削溫度;精加工時(shí),中、低速精加工時(shí),選用潤(rùn)滑性能好的極壓切削油或高濃度的極壓乳化液,主要改善已加工表面的質(zhì)量和提高刀具使用壽命硬質(zhì)合金刀具,粗加工時(shí),可以不用切削液,必要時(shí)也可以采用低濃度的乳化液或水溶液,但必須連續(xù)地、充分地澆注;精加工時(shí)采用的切削液與粗加工時(shí)基本相同,但應(yīng)適當(dāng)提高其潤(rùn)滑性能在車(chē)削過(guò)程中充分使用切削液不僅減小了切削力,刀具的耐用度得到提高,工件表面粗糙度值也降低了。同時(shí)工件不受切削熱的影響而使它的加工尺寸和幾何精度發(fā)生變化,保證了零件的加工質(zhì)量。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專(zhuān)業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF