一、引言
凸輪軸是發動機中的關鍵傳動部件,對其性能要求較高。目前,凸輪軸的生產工藝主要有三種,即切削加工、模鍛、楔橫軋軋制。機械切削加工方法存在生產效率低、材料利用率低、金屬纖維被切斷等缺點,但由于不需要大型的專用設備,工藝簡單。模鍛方法可以保證鍛件金屬纖維連續、鍛件質量有保證,且具有相當的生產效率,但是模鍛時存在飛邊,材料利用率不高,材料利用率大致和切削方法相同。國內發動機生產廠家大多還在采用上述的兩種方法生產。
楔橫軋工藝是本世紀六十年代發展起來的一種生產軸類鍛件的新工藝,它具有高效、節材等諸多優點,經過眾多學者及生產廠家的努力,近年來在生產中得到了廣泛的應用。采用此工藝生產的鍛件品種已達百余種,在鍛造行業發揮著越來越重要的作用。
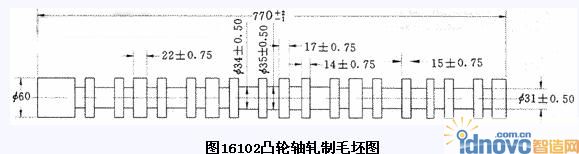
二、6012凸輪軸的楔橫軋工藝性分析
6102凸輪軸軋制毛坯如圖1所示,該毛坯的斷面縮減率較大,最大斷面縮減率在φ31處,ηmax=1-

三、楔橫軋模具設計要點
1.軋制方案的確定
軋件的最大直徑為60mm,但總長及需軋制的部分都較大,所以必須選用大規格的楔橫軋機,本工藝采用H1000mm的楔橫軋機。為保證模具設計時有足夠長的輥面利用,選用中心距為1031.47mm。該凸輪軸需軋制的凹檔臺肩總數為18個,為保證軋制時變形同步及兩側軋制力的平衡,起楔位置選在中間臺寬17mm處,以兩側同時起楔的方式軋制。
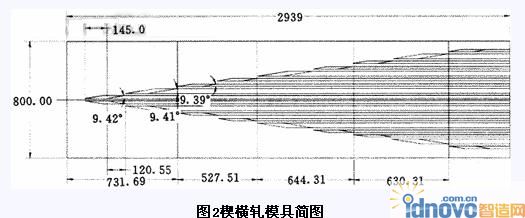
2.工藝及模具參數的計算
由于需成形的凹檔達18個之多,H1000mm楔橫軋機的輥面有限,為盡量減小各楔的長度,模具的成形角和楔展角取大值,成形角α取30°,楔展角β取9.42°,楔入段長度按公式L1=0.5(d0-d1)cotαcotβ計算,楔展段按L2=Bcotβ公式計算,經計算模具展開總長為2938.23mm,其中送料段長度取120mm。模具簡圖如圖2所示。
3.送料機構的設計
H1000mm的楔橫軋機是分體式的,軋機沒有離合器與制動器系統,軋輥的轉動是靠萬向節帶動連續轉動。送料方式只能采用軸向送料,為此在上模具的最前段開有75mm寬50mm深的容料槽,送料機構能否準確及時的把坯料送到容料槽中,也是工藝能否順利實現的關鍵問題之一。由于設備及工藝條件的限制,送料段的長度不可能取得過大,送料段長度取120mm,軋輥轉速為6r/min,在此條件下,送料機構很難將坯料準確平穩的送入容料槽中,有時容易出現卡料情況,嚴重時可將模具或設備損壞。而上模具中的卸料槽對卸料不起作用,所以可以考慮利用此段的長度來實現平穩送料。具體做法是將上模具中的卸料段用鋼板封上,使坯料不是直接送入容料槽中,而是在送入容料槽前在模具上有一段滑動時間,從而實現坯料的平穩送進。
4.大斷面縮減率窄檔直內角臺肩截齊曲線的設計
楔橫軋工藝成形直內角臺肩時,必須在模具的相應部位加工出一條特殊的曲線,稱為截齊曲線。檔寬足夠寬的常規截齊曲線的計算方法有多種,雖然各種算法在計算時都有不同程度的簡化,但計算結果大都能滿足工程上的要求。大斷面縮減率軸類件的楔橫軋工藝在軋制時很容易出現縮徑缺陷,因此實現大斷面縮減率的軋制,首先必須避免縮徑的產生,而消除縮徑的方法也直接影響到截齊曲線的設計計算。窄檔內直角臺肩的截齊曲線若按常規的方法計算,截齊曲線將延伸到楔入段,甚至把楔尖削掉,實際不可能存在這種情況。因此,大斷面縮減率窄檔直內角臺肩的成形規律與常規的直內角臺肩成形規律有著本質上的區別,截齊曲線的計算模型也完全不同。在模具的調試中,已找出截齊曲線較精確的計算方法。按此方法計算出的截齊曲線,只需少許修磨,就可得到滿意的效果,從而大大減少了修模時間,縮短了調試周期。
四、經濟性分析
該工藝與機械切削方法相比,具有較明顯的經濟優勢。楔橫軋工藝所用毛坯規格為Φ60×500,坯料重11.1kg,而切削工藝所采用坯料規格為Φ60×770,坯料重17.1kg,楔橫軋工藝節材效果明顯,材料利用率較切削工藝提高35%。若按年產50萬只計算,年節材達60萬噸,合人民幣約100萬元。
由于凹檔部分直接軋出,小徑及臺階的寬度精度較高,機械加工時,小徑和臺階的側面都不需加工,節約了大量的機加工工時,省掉了大量的機加費用。楔橫軋工藝的生產效率很高,可達每min4~6根,而車削方法一般要8min車一根,楔橫軋工藝的生產效率是車削方法的32~48倍。另外,切削工藝生產的凸輪軸,金屬纖維被切斷,在進行熱處理時,棱角容易出現開裂,造成廢品。楔橫軋工藝生產的凸輪軸,金屬纖維是連續的,其熱處理性能大為改善,使熱處理時的成品率得到提高。
五、結論
(1)采用楔橫軋工藝生產多缸凸輪軸毛坯,工藝合理,技術先進,具有明顯的技術經濟優越性。
(2)在理論和實踐上解決了大斷面縮減率窄檔直內角臺肩的截齊曲線計算和修整,縮短了工藝的調試周期。
(3)采用楔橫軋工藝生產凸輪軸毛坯,與切削工藝相比,節材效果明顯,生產效率得到較大的提高,經濟效果顯著
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF