1消失模鑄造模具CAD
1.1單缸小型柴油機氣缸蓋產品模型的建立
熟悉產品二維零件圖紙,建構出零件的立體形狀,找出零件圖紙的設計基準和加工工藝基準。
(1)設計建模思路以零件圖紙的設計基準為產品模型的基準,采用分塊建模,整體組裝(布爾運算)的技法。首先選準主模型,即產品模型的主體框架, 即將氣缸蓋的主殼體作為主模型;其次,將主模型以外的各個實體部分作為搭配小模塊分別建模,即將氣缸蓋的底面、頂面、噴油器、進氣道、排氣道和進、排氣道 的支承座、各螺栓凸臺實體作為搭配小模塊。主模型和搭配小模塊在空間位置上的關系統一于零件圖紙的設計基準。
(2)工作坐標系的應用工作坐標系是指當前繪制圖形有效的右手法則--笛卡爾坐標系。它在配合有效、快捷地繪圖時,可以移動、旋轉和存貯,以使所畫線條始終位于X-Y坐標系平面內,特征實體的拉伸、旋轉始終沿著Z軸方向,并實現工作坐標系的快速定位功能。
(3)工作層的管理工作層是指當前繪圖有效的畫面空間,共計256層。有效地靈活使用工作層的管理,可使建模思路更加清晰,編輯線條和實體模塊有 條不紊。具體操作是:將繪制各搭配小模塊和主模型的原始線條按順序分別放在不同的工作層上,并用易讀易記憶的語言給各層起一個形象的層名,將用各層的原始 線條制做出的各實體模塊也分別存放到不同的工作層上,并起對應的層名。這樣就可以在最后組裝(布爾運算)數學模型時有的放矢地調用、編輯各個組成部分。
(4)建模精度的設定在組成數學模型的各個子模塊中間,既有特征造型模塊,又有自由曲面(非特征)造型模塊。如果在建模時,不進行有針對性地設置 建模精度,往往會導致特征造型的模塊與自由曲面造型的模塊進行布爾運算時出錯,致使建模失敗。為此應將自由曲面建模精度高于特征建模精度1~2個數量級。
(5)產品模型的建立以零件圖紙為依據,以建模思路為導向,以工作坐標系的應用、工作層的管理和建模精度的設定作為技術手段,即可建立氣缸蓋產品模型。
1.2鑄件模型的設計和模片的切取
(1)鑄件模型的設計對氣缸蓋產品模型進行比例縮放,將產品模型放大1.013倍,在放大后的模型上設置加工余量,用建模的技法對各加工面建出加工余量(這里定為2mm)的實體,并與模型相疊加。最后,對鑄造圓角進行建模。這樣就建立了鑄件泡沫模型。
(2)模片的切取根據制模機的起模方式(我公司用的是水平分型,上、下起模的方式)和模型結構,以利于起模,利于膠合和整體美觀為原則,將氣缸蓋鑄件泡沫模型切成4片,見圖1。
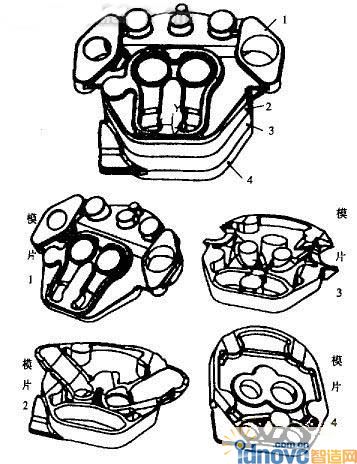
圖1鑄件模型(1次分配模片切取分布圖)
1.3設計模具型腔和模板結構
(1)設計模具型腔對從鑄件泡沫模型上切取的模片進行2次分配,使之分別成為上、下模板型腔的1部分。首先,運用CAD做 出2次分配的切割分型面,具體做法是:對于模片上能夠完全向上或完全向下起模的部分,可以直接切取該部位的模片,并可得到切取時用的局部切割分型面;對于 模片上沿單1方向無法取模的部分,必須找出這1部分模片的最大輪廓線,按此輪廓線做出切割分型面,以使用此切割分型面切出的模片可分別能在上、下兩方向起 模;最后根據加工特性,設計出連接各局部切割分型面的過渡分型面和模板分型面平面,將局部切割分型面、過渡分型面和分型面平面縫合起來,就得到2次分配模 片的切割分型面。其次,將模片與1個大小適中的實體方坯作減,再用2次分配切割分型面將作減后的方坯切開,即可得到對應的上、下模板型腔結構。
(2)設計模板結構根據制模機上、下蒸氣柜上的模具安裝型板的規格,規范上、下模板的外圍尺寸。在上模板上設計出噴槍支承結構、氣塞安裝孔、溢氣槽、溢氣孔,模板安裝螺栓孔和模板定位套、導向套安裝孔。在下模板上設計出氣塞安裝孔、溢氣槽、溢氣孔和模板定位銷、導向銷安裝孔。
1.4設計膠合模板
膠合模板是用于模片膠合的。進行設計時,可先從模片結合面上抽取表面鈑金,對該表面鈑金進行剪裁,使模片的周邊膠合寬度為2.5mm,切掉多余的 粘膠面。這樣既能節約用膠,又能防止多余的膠擠出時造成澆出的鑄件披縫過大。然后拉伸剪裁后的膠合面成一實體,在實體底部相應地設計出與膠合機安裝板相吻 合的支承板,見圖2。(這里用于拉伸的剪裁面要縮小1.012/1.013倍)
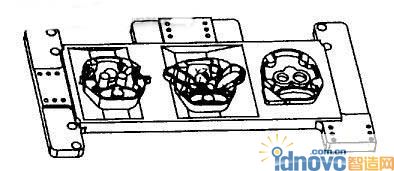
圖2模片膠合板
1.5設計靠模板
靠模板是用于支撐并吸附模片以利于模片結合面浸膠。設計靠模板時,可將模片的對應制作模模板縮小1.012/1.013倍,模板的周邊按照膠合機上靠模支架的規格修整,并將模具型腔內的分型面高度銑掉2mm,以使模片的結合面凸出,防止靠模粘附多余的膠液。最后設計出真空吸附噴嘴的安裝孔。
2消失模鑄造模具CAM
CAM提供了1種交互式編程產生精確加工軌跡的方法,通過模塊可以建立1種稱之為刀具位置源文件的刀具軌跡文件。還可以通過觀察刀具運動來圖形化地編輯刀軌,并進行圖形化地修改;刀具位置源文件也可相應地發生改變。最終的刀具位置源文件經過后置處理即可被加工中心接受,用于加工。
1個刀具位置源文件的生成主要有以下幾個步驟:①選定合適的加工坐標系;②選定合適的刀具;③選定合適的加工模塊及相應的加工參數,這是整個工作的難點和關鍵。
以圖1作為CAM的范例,來闡述CAM在消失模鑄造模具加工制造過程中的應用。圖3是加工制造流程。
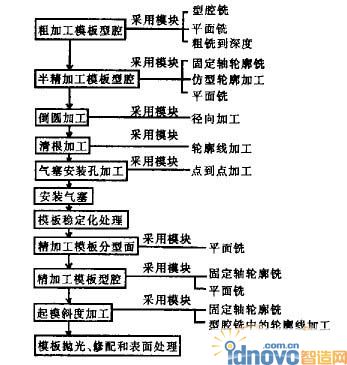
圖3消失模鑄造模具加工制造流程圖
2.1粗加工模板型腔
采用容差型型腔銑加工方法。它可以規定多個切削深度范圍,每1個范圍又劃分為等深度的多個切削層。對每1個切削層,它能在復雜的型腔表面上自動產 生可視化的跟蹤和切削軌跡,在1個平面切削方式下完成每1層的二維加工。它可同步加工多個內腔或按定義順序加工。它還能自動處理型腔內部多個島狀凸臺。刀具可以沿1個進刀矢量斜向、直插或螺旋下刀到各新的深度層。圖4為選取的2個有代表性刀具軌跡橫斷面頂視圖。
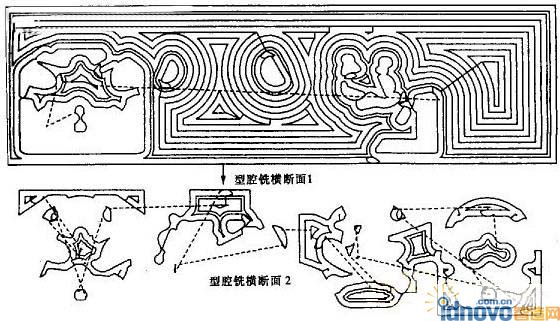
實線--刀具軌跡實際工作路線虛線--進刀、抬刀或中間換刀路線
圖4刀具軌跡橫斷面頂視圖
2.2半精加工模板型腔
選用固定軸輪廓銑加工方式。它是利用驅動點生成刀具軌跡,驅動點由驅動幾何體生成。一旦生成了驅動點,即可通過這些點到零件幾何體生成投影矢量。刀具沿著這個投影矢量移動直到接觸零件體。這個最終的刀具位置稱為輸出的刀位,所有驅動點處的刀位坐標組成CLSF,即刀具定位源文件。具體操作步驟是:①加工坐標系選定在模板的對稱中心處的分型面上。②刀具選定為 6mm直徑的高速鋼球刀。③加工模塊選定為固定軸輪廓銑,走刀方式選定為Z字形式。刀具步距選定為0.05mm。刀具進給速率設定為430mm/min。刀具走刀方向選擇了順沿氣道流體方向,加工出的模具表面光潔。
2.3倒圓加工
選用徑向加工的方式。徑向加工模塊是1項功能強大的倒圓加工技術,它使加工工件的倒圓部分能最大程度地反映設計原型,而且操作簡便。具體使用該模塊時,要將與倒圓鈑金相鄰接的其余鈑金面也選做為加工零件面,然后再用定義的邊界參數確認刀具的有效加工范圍。這樣做可以有效地防止過切現象的發生。
2.4安裝氣塞
氣塞是蒸氣進入模具型腔的通道。其規格依據產品類型而定,對小型單缸柴油機氣缸蓋模具而言,選 4mm和 5mm直徑大小的規格,每道氣隙寬約0.18~0.22mm,氣隙的加工選用線切割。 氣塞的材質為LD10,氣塞安裝孔的加工選用從點到點加工方法。氣塞安裝前,要進行預處理:將熔融的松香灌入氣塞氣隙縫內,冷卻、固化。這樣做可以防止在 加工過程中出現的氣隙擠壓變形和鋁屑堵塞氣隙的現象。待模板加工完成后,把模板浸入丙酮液池中,全部清除掉里面的松香。
2.5模板穩定化處理
加工引起模板發生不同程度地形變是很難避免的。因此,在對模板進行精加工之前必須進行形變矯正和尺寸的穩定化處理。具體操作是:做一塊反變形墊 板,其反變形量是模板實際變形量的1.9倍,將形變模板按對應關系放置于反變形墊板上,用壓板緊緊地將模板與墊板壓合在一起,進行熱處理。采用穩定化回火 處理工藝,加熱溫度280℃,保溫3h,隨爐冷卻至室溫。
2.6精加工模板分型面和模板型腔
選用平面銑加工方式加工分型面。用選定的邊界作為輪廓產生二維的刀具軌跡。參照半精加工模板型腔的方式進行精加工。刀具選定為 4mm直徑的硬質合金鍵槽刀,走刀步距設定為0.01mm,切削進給速率750mm/min。
2.7起模斜度的加工
選用型腔銑模塊中的輪廓加工方式。在編輯生成刀具位置源文件時,定義的刀具是帶有錐度的,其錐度大小與起模斜度相同。在加工中心上實際運行程序加工模板時,將刀具換成同樣大小直徑的鍵槽刀。
3消失模鑄造模具CAD/CAM綜合應用
消失模鑄造模具的平均壁厚為9mm。如果按照常規的CAD進行建模時,模具的正面型腔和背面形狀都要完整無缺地建構出來。這樣要花費很長的建模時間。如果綜合應用CAD/CAM,就會省去很多不必要的建模工作量。比如說,已經利用CAD建起了上模板的正面型腔,上模板的背面型腔就不必再作建模工作了。這時就可以借用CAM加工模板留余量的方式,以上模板的正面型腔為加工零件面,零件面留下余量9mm,從上模板的背面運用CAM中的型腔銑加工模塊,就能設計出模板背面形狀的加工軌跡。這樣做,既縮短了模具開發周期,又節約了計算機的存貯空間。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF