Pro/ENGINEER是美國參數技術公司(PTC)開發的CAD/CAM軟件,在我國十分普及。Pro/ENGINEER以其參數化、基于特征、全相關等概念聞名于CAD界。其技術特點鮮明可靠,非常適合我們這類產品升級換代較快的3C行業。特別是今年推出的野火版,界面較為簡潔明快,且操作簡便易于上手。使用1年以來,Pro/ENGINEER在武漢中原電子集團產品結構設計,模具設計和數控加工中心得到廣泛的運用。 我們的數控加工中心曾在1個月中依靠Pro/NC完成了10多種新產品和數套模具的程序編制和加工任務,在產生了很好的經濟效益同時也充分體現了三維CAD/CAM軟件與CNC結合的巨大優勢。
通過一段時間對Pro/ENGINEER加工模塊的使用,我們認為Pro/NC是一種功能十分強大的自動化CAM加工模塊。Pro/NC不僅完全支持高速和多軸等高端加工方式,還有自己獨特的技術特點,有良好的擴展性。因具備其全相關性,在零件稍有改動時只需再生一下加工文件就可自動更改加工路徑,并且可提供產生精加工零件最佳加工路徑控制和智能化加工路徑創建。Pro/NC允許CNC編程人員控制整體的加工路徑,直到最細節的部分,優點明顯。正是因為其刀徑控制靈活導致Pro/NC需要設置的參數較多,設置時也較復雜。在對常規零件產品編程時,需要輸入定義的參數往往過多。這使得最初使用Pro/ENGINEER時,Pro/NC在編程效率上相對MasterCam等軟件似乎沒有優勢。為加快編程速度,我分析了Pro/NC編程的大致過程。流程圖如圖1所示。
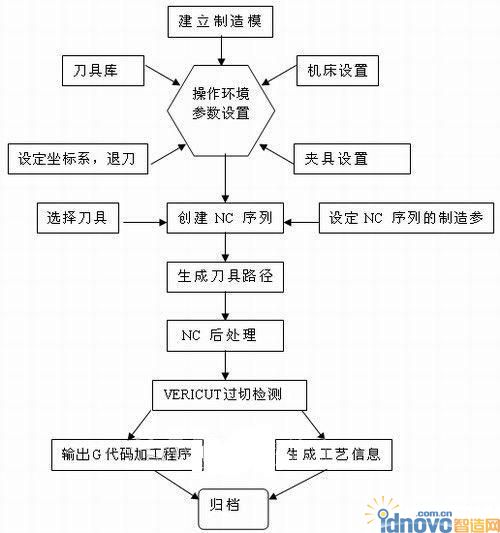
圖1 Pro/NC編程流程
在編程中,刀具和切削參數兩塊是設置參數最頻繁也是最耗時的地方。有時一個常用的刀具參數或刀徑控制參數往往需要反復輸入。針對這一點,我們只要根據自身加工情況先建立標準化刀具庫和標準參數庫再將加工參數模塊化,加工時直接調用就可以了。
1 建立相應的標準文件夾
配置文件夾結構如圖2所示。
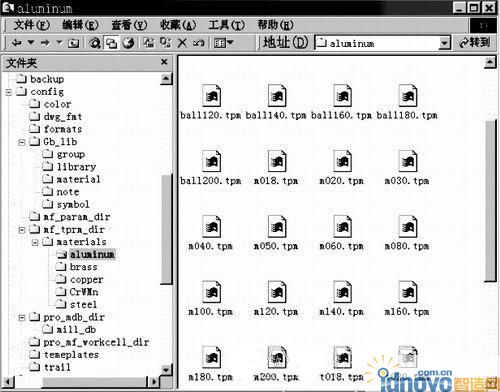
圖2 配置文件夾
我是以各目錄在Pro/ENGINEER配置文件中的缺省鍵值名稱為各目錄命名。Pro/NC 允許基于坯件材料和條件選取切削刀具并設置進給量和速度。如果要使用此功能,要先定義操作和加工前必須設定材料類型,并在刀具文件夾Pro_mf_tprm_dir下創建一個名為Materials的子目錄,隨后就可根據常用零件的材質建立子文件夾了。例如,在 Material目錄下,可創建 Steel、Copper、Aluminum以及Brass等目錄。以后定義操作或切削刀具時,系統將列出可用的材料子目錄,可從此目錄名進行選擇。
2 設定配置文件
(1) 通過在配置文件中添加指定標準文件夾的具體絕對位置,使上一步中建立的文件夾與Pro/ENGINEER相關聯。方法可以通過設置配置文件在Tools下拉菜單的Options項“Options”對話框中設定。也可在CONFIG中直接注冊各文件夾的絕對位置,還可用文本編輯器在Config.pro文件中直接添加。例如,可將以下配置文件選項直接粘貼到WILDFIRE安裝目錄下,子目錄Text中的Config.pro里。
pro_mf_param_dir E:ptcconfigmf_param_dir
pro_mf_tprm_dir E:ptcconfigmf_tprm_dir
pro_mdb_dir E:ptcconfigpro_mdb_dir
pro_mf_workcell_dir E:ptcconfigpro_mf_workcell_dir
(2) 將CONFIG 中output_mfg_xml選項設置為 yes(no缺省)。此項打開時,如果要對一系列形狀和加工工序類似的產品編程,只需先作一個標準制造模型并將其刀具、機床、操作和NC 序列等制造工藝數據以 XML格式保存下來。需要時,利用“制造設置”(Mfg Setup)→“輸出”(Export)將以 XML 格式保存的制造工藝數據調用到不同的模型中再依次指定坐標系、退刀面和NC 序列的加工范圍即可。生成刀位文件十分快捷。
3 機床設置
機床是作為包含特征(Workcell)的用戶定義特征組(*.gph)文件形式保存在Pro_mf_workcell _dir文件夾下的。機床設置包括機床名稱、機床類型、主軸移動范圍和后處理器選項等一系列參數。我們可為每一臺數控機床和加工中心分別設定各自的機床配置文件。
在機床設置中我們可以檢索刀具庫、地址(Site)參數和PPRINT表,使其與機床相關聯。
(1) 刀具庫可根據加工中心刀庫情況直接選擇。
(2) 地址(Site)參數可以看成為標準加工控制參數的模板文件。以后可用這些地址指定 NC 序列的參數的缺省值。
1)創建地址文件:在MANUFACTURE或MACHINING菜單中,選擇“制造設置” Mfg Setup →“參數設置” Param Setup→“地址” Site→“創建”(Create)。定義地址參數值時,可輸入數學表達式、刀具參數。例如,根據加工需要可輸入:STEP_OVER=CUTTER_DIAM*0.8,則STEP_OVER 距離將依賴于當前刀具的切刀直徑(如果刀具后來進行了更改,STEP_OVER 也將更新)。利用數學表達式和輸入關系可有效提高參數文件的通用性也有利于更靈活使用地址文件。
2)激活地址文件:單擊“制造設置” Mfg Setup下Workcell,選取機床名,然后在Machine Tool Setup對話框的Output選項卡上單擊Defaults。再選擇預先定義和保存的(*.sit)地址文件即可。地址(Site)參數文件保存在制造參數庫mf_param_dir目錄下。
3) PPRINT:PPRINT可控制輸出G代碼程序中注釋信息的顯示。使用一個好的PPRINT文件可使生成的G代碼程序容易閱讀。PPRINT文件可以*.Ppr格式保存到mf_param_dir目錄中。PPRINT在調用機床設置文件(*.gph)時需重新檢索(*.Ppr) 文件才能生效。要激活PPRINT表,單擊Mfg Setup下Workcell,選取機床名,然后在Machine Tool Setup對話框的Output選項卡上單擊“PPRINT”,再選擇預先定義和保存的(*.ppr)文件即可。
4 預先建立設置刀具庫
對于加工刀具參數的設置可以從MFG SETUP菜單選擇Tooling,然后選取要設置刀具的機床名稱,或者在創建或修改機床時,可從CELL SETUP菜單選擇“工具”Tooling以設置此機床的刀具。系統將顯示Tool Setup對話框。用戶可在“刀具表”(Tool Table)中建立當前機床定義的所有常用刀具,保存刀具的形狀參數和切削參數。
保存切削刀具數據時,Pro/NC 將所有刀具參數文件(.tpm 文件)放在刀具文件夾Pro_mf_tprm_dir下,并在相應的材料子目錄下創建一個*.tpm 同名文件,其中包含進給量和速度數據。添加或修改刀具時,可用文本編輯器(如WORDPAD)按照相應格式直接建立和編輯刀具參數文件。
5 建立常用工序特定參數
除了sit參數,我們可針對日常常用的各類序列進行修改和保存典型參數。例如,將Volume、Face、Surface mill、Profile、Local Mill、Holemaking和Engraving等序列的制造參數以*.mil的文件形式在制造參數庫Mf_param_dir目錄中保存下來。序列的制造參數的設置方法和地址(Site)參數類似。地址(Site)參數主要是定義一類加工的通用參數,而序列的制造參數針對的是特定加工序列。
新建Nc Sep序列時。通過在“制造參數”(MFG PARAMS)菜單中,單擊“檢索”(Retrieve)>“參數文件”(Param Files),可直接選擇選取以前保存的特定序列的參數文件。另外,在保存刀具和制造參數文件時一定要注意給文件起一個規范而易于識別的名字。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF