筆者所有的3-D編程經驗均來自于Mastercam軟件,所用的許多術語都是Mastercam中使用的,但是大多數CAM系統都有一些類似的特征。雖然這些特征的名稱并不相同,但在您的系統中仍具有同樣的功能。
模具曲面
為了獲得一個良好的曲面刀具路徑,您必須以一個良好的曲面為起始。如果您用來生成曲面所應用的軟件與您用來生成刀具路徑的軟件不同,您最好花些時間先檢查所生成的曲面。
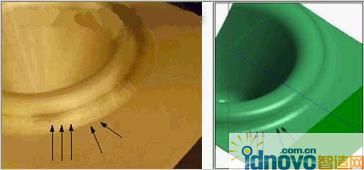
您需要定義“正曲面法線”的方向。曲面法線是在曲面上通過一個切點與切面相垂直的一條矢量。它可以附屬在每一個單獨表面,而不是一個具體的工件外形。在下圖中,綠色箭頭指的是矢量通過與曲面的交點垂直于曲面,而且它們指向正曲面法線。
每一個曲面有兩個法線,方向相反。一個方向為正(向前,向外);另一個方向為負(向后,向里)。正法線曲面通常是您所加工的曲面。當一個曲面被生成時,默認法線的方向是基于定義曲面的方向而決定。在您加工模具時會出現一個問題,正法線中一些方向向里,一些方向向外。必須改變這些法線的方向,使所有的法線指向同一方向。在下面的圖例中,左面曲面中正法線指向外測,右面曲面中正法線指向內側。

確認曲面法線方向是非常重要的,因為它會影響由曲面生成曲線時的偏置方向,平面投影至曲面的法線方向,及在兩個面之間生成另一個連接曲面的方向。
同時,也請檢查曲面生成公差或最大表面公差,在曲面上生成曲線時的最大距離。如果公差被定義過大,將不能夠加工出理想的表面。
技巧:我通常設置最大的表面分離公差為0.00005" (0.0013mm)。
選擇正確的曲面刀具路徑
所有的CAM系統提供了多種曲面刀具路徑。在選擇曲面粗加工路徑時,根據工件的成品形狀和您所預留的加工裕量來決定所采取的刀具路徑。如果您想在工件的內部切削(也就是切一個槽)曲面槽刀具路徑通常是一個明智的選擇。如果您想加工一個實體或者是切削一個工件的外形,最好選擇曲面輪廓表面加工路徑。大多數曲面粗加工以等深的Z軸方向向下步進,同時,為精加工的曲面留下特定的裕量。在粗加工中,Z軸的階深會影響精加工裕量。階深越大,精加工的裕量也就越大;反之,階深越小,精加工的裕量也就越小。
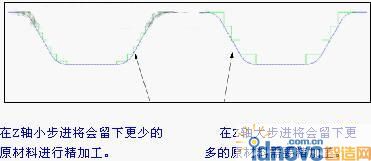
顯然在Z軸方向小步進將會增加加工時間,所以在編程時主要考慮三個主要因素:材料類型、精加工刀具尺寸和要求的表面光潔度。如果您加工比較軟的材料,例如鋁或軟鋼,粗加工所留下的大塊材料不會對精加工有太大的影響。如果您加工比較硬或難切削的材料時,當刀具開始接觸到粗加工所留下來的均勻的加工面時,您的刀具可能會變形,從而產生不均勻的光潔度。
有兩種常規的方法可解決這個問題,在粗加工中應用較小的Z軸步進量或者是增加一個半精加工刀具路徑可以比精加工刀具路徑粗糙。同時,使用另一把刀可以使和精加工一樣的刀具尺寸的刀,但是必須是另外的刀具。如此一來就可以避免在精加工和半精加工時使用同一把刀具,導致磨損加快。
技巧:通常地,半精加工路徑將留有0.005"到0.015" (0.127到0.381 mm)做為精加工裕量。
在粗加工時,使用較小的Z軸步進量及仿形

因為它被設計用切削片與工件作大面積的接觸,不同于一般的銑刀盤,所以它是一種很壯的刀具,可以以較高的進給切削從而縮短加工時間。在作等深的Z軸步進時,不同于90度的端面銑刀,圓形的刀片同時可以讓您在粗銑非垂直表面時,留下較小的裕量。絕大多數的硬質合金刀具制造商都生產這類的銑刀盤,您可以選擇不同的銑刀盤制經濟不同的切削片直徑來滿足不同的加工需求。
圖:以任意的Z軸切削深度使用仿形銑刀具時,將留有教少的切削余量。
曲面精加工路徑
選擇表面精加工路徑不是一件易事。為了獲得高質量的曲面精加工路徑,必須了解一些基本的概念。在99%的加工中,精加工刀具路徑是由球形銑刀生成的。這種形狀允許它可以在所有的表面上移動,在球面上的任何點都可以切削。例如,將一顆鋼珠放在碗中,您可以在碗中將鋼珠滾至任何位置,而該鋼珠與碗都是點接觸,這個點取決于鋼珠在碗中的位置,而接觸點我們稱為切點。
圖:在圖中, 碗狀物的半徑是0.250" (6.35 mm), 球形刀具的半徑是0.125" (3.175 mm).
下一個概念是徑向步進.。徑向步進是兩個連續平行切削的中心距離。當徑向步進增加的時候,尖端高度將會較高。尖端高度是決定加工曲面光潔度的首要因素。尖端高度為0.00003" 到0.00005"(0.00076到0.00127 mm)時,您可以得到不錯的表面光潔度。因為尖端高度是由徑向步進(rso)和刀具直徑而定,所以我們可以得出以下是計算平面尖端高度的公式:
當選擇精加工刀具路徑的時候,首先要考慮所需要的表面光潔度。如果您加工一個模具,曲面光潔度必須格外光滑,與切削一個具有較大光潔度公差的曲面相比,您將做出不同的選擇。
第一種類型的精加工刀具路徑為平行路徑。刀具進給以直線平行來通過整個加工曲面。這些直線型切削不一定會平行于機床軸。它可以在任何角度加工,但是所有通過曲面的加工路徑都要平行的。在大多數情況下,這樣的刀具路徑可以切出最好的表面光潔度。
平行的刀具路徑可以以兩種方式完成——往復式及單向式。單向式刀具路徑在沿某軸方向走刀之前,以快速移動的方式將Z軸升高,回到起始點旁的一個步進距離,Z 軸降低,在平行于前一方向走刀,依此循環。值得一提的是,所有的切削進給方向是平行的。往復式刀具路徑是在刀具路徑平行往復變換,變換距離為一個步進。
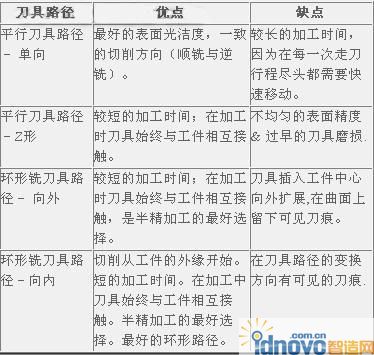
技巧:根據我的經驗,平行銑削將會產生較好的表面光潔度,但是花費時間較長,因為它在每一次走刀的行程都必須反復定位。Z形銑削在一個方向是順銑,在另一個方向是逆銑。這通常會產生不均勻的表面,在質地較硬或難切的材料時,刀具磨損會較快。
環形刀具路徑是另外一種常用路徑。在整個曲面,環形銑精加工路徑能夠在加工曲面上保持一致的高度。刀具一直與曲面相接觸,使收縮運動減少到最小。這種路徑的工作方式非常好,它可以從外部開始以環形向中心運動,或者是從中心開始向外部以環形運動。缺點是不論它向外部運動或者是向中心運動,當在曲面上改變切削方向時,會在加工過的表面留有“可見刀痕”。一般在半精加工過程中這種加工路徑非常有效,因為它可以去除在粗加工時留下的階狀材料。當不需要特別好的表面光潔度曲面時可以用到它。
環形刀具路徑: 刀具路徑在曲面上改變方向.

環形銑刀具路徑
平行銑削刀具路徑: 在曲面上的每一次銑削都與其他的路徑相互平行.
切削公差
在所有的曲面刀具路徑中,刀具路徑的循環精度是由“切削公差”來控制的。它有時候以線性公差為參考。線性公差決定了弧性誤差(刀具路徑與實際曲線,曲面或實體面的距離)的曲面精度。切削公差將刀具路徑線性化時,決定刀具路徑如何更接近實際曲線,曲面或實體面的距離。
由于刀具路徑是線性的(所有的刀具路徑移動G01,線性進給),刀具不可能總是與曲面保持絕對的接觸。因此,刀具路徑與實際面有可定義的公差。當刀具路徑與實際面接近刀切削公差值時(刀具偏離實際面的時候)一個運動指令塊會把刀具路徑帶回至曲面接觸。反之,而將刀具路徑帶離曲面,當刀具接觸到曲面的時候,又有一個指令塊避免過切削。
因為此種線性路徑,被加工的曲面是由一系列的面組成,我們稱為多面體。您可以想象一個鉆石,乍眼一看,它是一個圓的錐體,但實際上是由許多平面組成。如果在一個加工曲面刀具路徑切削公差過大,曲面將是由較大的平面組成。同時,因為刀具路徑偏離實際面,您將在加工過的表面上看到許多劃痕。這些劃痕不是實際面的過切——它們僅僅是執行線性進給時留德未切材料。這是因為刀具在以連續的步進沿著真曲面加工時,不完全是以相同的量,相同的方向偏離實際面。要解決這個問題,定義較小的切削公差將會減少劃痕和縮小構成曲面的平面。
技巧:為了獲得高光潔度的曲面,我建議設置切削公差為0.00002"(0.000508 mm)。

在上面的照片中,使用相同的刀具,在相同的主軸速度,進給率和步進條件下切削相同的形狀. 除了切削公差外, 所有的因素都相同. 照片1的切削公差為0.00033" (0.008 mm). 照片2的切削公差為0.00002" (0.0005 mm). 表面精度的差別確非常明顯。
過濾刀具路徑
在生成復雜的3維表面G代碼文件時,過濾刀具路徑是縮小該文件的最好方法。過濾刀具路徑的時候CAM系統在規定的公差內置換刀具路徑,它會用一個線性指令去取代一條直線運動。這與上面討論的設置切削公差為最小值意圖相反,但是如果您設置切削公差與過濾公差為相同值,將減少很少代碼量。現在我們可以在不降低精度的情況下,設置弧過濾器以減少G 代碼量。
應用刀具過濾器,只要規定弧最小和最大的誤差,就可以替代多個線性刀具路徑,可以在XY,XZ,或YZ平面選擇創建弧線,但是刀具移動必須與加工軸相平行,獲得弧線輸出。設置弧線過濾器參數可以使由平面組成的多面體曲面更加平滑,因為刀具路徑過濾器可以用一條弧形指令取代多個線性指令,從而減少G代碼使用量。
高速加工
哈斯控制系統中的高速加工選項,通過分析程式中從一個行到另一個行的矢量方向變化,或者角度的改變,來實現高速加工,從而縮短加工周期。當在矢量方向的改變較小時,例如使用代碼生成較小的切削公差值時,控制器可以以較高的進給速度運動;這比矢量方向改變的較大時,所產生的進給速度要大。矢量方向改變得越大,編程的路徑在控制器上輸出的運動會越慢。正是因為這個原因,您不希望把刀具推入一個內槽的尖角。在一行的程式指令中,為了加工一個尖角而瞬間改變方向時,機床的運動會接近完全停止。刀具在尖角中接近停頓的瞬間,會使刀具壓力及刀具變形降低,這使得刀具會在加工表面的相交處產生刮痕。您應該在加工編程中,讓內弧半徑大于刀具半徑,或者選擇的小于內弧半徑的刀具。這樣可以使刀具行進方向作大改變時,由多個小方向改變的程式完成,從而讓機床運行更平順及快速,同時加工面也更為光滑。
在左圖中顯示在尖角區的切削加工.在一個塊代碼中矢量方向改變120度,將導致加工突然慢下來.如果刀具在這個方向上緩慢改變,將會明顯的減少循環時間.
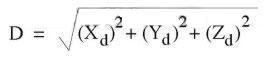
哈斯高速加工選項可以每秒1000塊的速度進行——也就是每千分之一秒(1毫秒)執行一行程式。為了獲得平滑,流線般的運動,您程序中任何指令的執行速度不能少于1毫秒。例如,如果您的進給速度是每分鐘150英寸,也就是每秒2.5英寸。如果用每秒2.5英寸除以1000,您將發現,在每分鐘150英寸的進給速度下,您的行程是每毫秒0.0025"。 您可以用下面的公式計算使用線性指令時三維移動距離 (D) (d =軸移動距離):
G-代碼確認
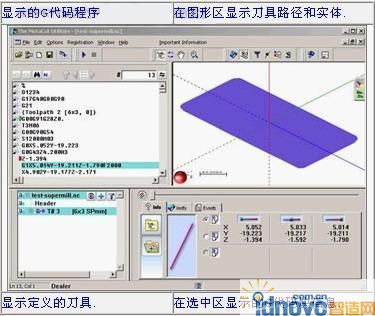
左圖中,客戶的工件上留有切面。右圖中使用Metacut軟件分析的客戶G代碼程序,生成的結果提示客戶問題在于程序,而不是刀具。
Metacut 軟件功能有圖形編輯,確認,檔案和元素分析,背景測繪及圖形文件比較。它使您能夠點擊在程式中任何代碼塊并立即分析它。該軟件可以顯示每個程式中的起始點,中點,終點的X,Y和Z軸坐標。它也可以計算在所有軸聯動時,每個軸的2維距離或者是3維距離。您可以在www.metacut.com網上下載此軟件,有30天的免費試用期。這個軟件可以幫助您檢查程序是否有問題,例如撞機。當然,它更大的作用在于銑加工程序中,確定工件表面光潔度。
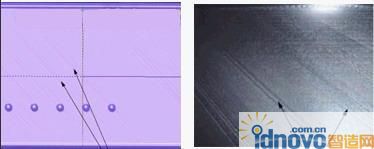
在右圖實際加工中顯示的線與應用Metacut軟件中顯示的線是相同的(左圖).
總結
1.檢查您要加工的曲面,確定能夠加工。
2.檢查仿形銑刀盤粗加工路徑是否為加工工件的正確方法。
3.用球形端銑刀精加工,設置步進量,產生可以接受的尖端高度。
4.設置切削公差符合所需要的表面光潔度。
5.在可能的情況下過濾成弧線。
6.在切削工件前確認G代碼。
7.如果結果不符合您的要求,再次確認G代碼,放大檢查看起來有問題的區域。這將幫助您決定問題是由程式造成的或是其它因素。
8.如果有任何疑問,請聯系您所使用CAM系統的技術支持,刀具廠商或者是機床廠商。
在加工3-D曲面之前,一個最好的建議是應用一套G-代碼確認軟件來檢查錯誤。幾乎每套CAM系統都有刀具路徑確認功能。問題是您在用CAM系統生成程式,而數控機床讀取并執行的是G代碼。程式生成過程中會產生很多情況,尤其是如果您在上面描述的狀態下使用刀具路徑過濾器。在哈斯的每一位應用工程師的電腦里都配有 Metacut Utilities軟件。 Metacut是一套不十分昂貴的軟件,它可以讀取G代碼并生成精確的工件模型,使得應用工程師都在切削之前就知道工件的樣子。
我們經常聽見客戶抱怨在加工的時候工件上有劃痕,但是在用Metacut軟件做G代碼分析的時候,可以在模擬的圖形上看見痕跡。銑刀可以減少加工時間。仿形銑刀是一種裝有圓形切削片的銑刀盤,但是它并不像與球頭銑刀般有著正圓的外形。這類圓形的切削片因為所切出的切削并不等原,所以進給速度可以較快,取決于切削深度,進給切入角可以從0度到90度,一般說來,仿型刀在切削時是十分平順的。下圖:大型圓刀片端銑刀,也是所謂的“仿形銑刀具”或“鈕式刀具”。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF