1.砂輪的傳統加工方法有哪些缺點?
砂輪經過焙燒和固化等工序后,其尺寸、形狀和各表面相互位置精度,均達不到使用的技術要求,必須經過車削、研搓和磨削。使用砂輪的單位也因生產急需和砂輪的規格與使用要求不符,也須車削。由于客觀技術原因,國內外大都采用傳統的刀碗來車削。在用它加工的過程中,砂輪以較高的線速度(300~400m/min)帶動淬火的45號鋼薄壁刀碗旋轉,并進行走刀,將砂輪的多余量去除。由于被加工的砂輪與刀碗高速旋轉,造成加工中的粉塵和噪聲很大,切削深度和進給量很小,故加工效率低和綜合成本高,操作者勞動強度大。如采用大顆粒金剛石刀具,價格昂貴,而且由于金剛石的抗彎強度低,切削中易損壞,造成用它切削砂輪時的切削深度和進給量很小,一般只在精加工時采用。
2.采用人造聚晶金剛石復合片刀具切削砂輪有哪些特點?
人造聚晶金剛石復合片(PCD),是20世紀70年代研制成的一種超硬刀具材料。用它制成的刀具,被用來切削各種有色金屬和非金屬,而且可以用來切削砂輪。在用它切削砂輪時,有以下特點:
(1)有很高的硬度和耐磨性:聚晶金剛石層的硬度一般在HV7000~9000,而且各方向一致,是一般砂輪磨料硬度的2~4倍。用它切削砂輪的耐用度很高,其體積磨耗比可達1/1300萬。
(2)有很高的抗彎強度:金剛石的抗彎強度為210~490MPa,而PCD刀片的聚晶層下面有較厚的抗彎強度較高的硬質合金支承,其復合抗彎強度可達1500 MPa,所以在切削過程中,不產生崩刃或斷裂。
(3)砂輪在切入切出時易崩邊:用較大主偏角的刀具切削砂輪時,切入切出處易崩邊。為了解決這一問題,采用圓形刀片,改變了主偏角,使切入切出平穩。在進給量為1~1.5mm的情況下,未發生崩邊現象。
(4)切屑呈粉末狀:切削砂輪的切屑呈粉末狀,刀具磨損的形式是后刀面磨損,主要承受砂輪磨料的磨損。
(5)切削力和切削溫度較低:金剛石有高的導熱系數,為硬質合金的1.5~9倍,為銅的2~6倍,使切削區的溫度很快傳出。因此,用PCD刀具切削樹脂結合劑或陶瓷結合劑砂輪的溫度,比切削金屬低許多倍。
3.怎樣用PCD刀具切削砂輪?
用PCD刀具來切削硬度達HV2000~4000的砂輪,如同用刀切豆腐一樣容易,這說明PCD刀具用來切削砂輪比較合適。
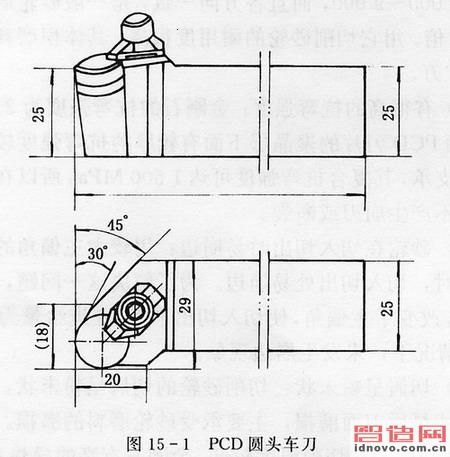
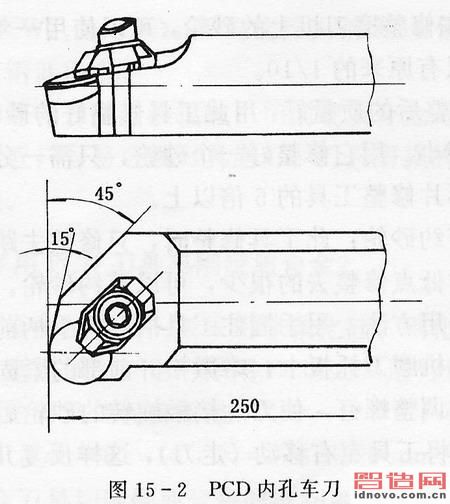
(1)刀具:利用PCD刀片制作成如圖15-1和圖15-2所示的機械夾固車刀,用來車外圓、內孔和端面。它的縱向和橫向前角為-10°,后角為10°。一律采用圓形刀片,使切入切出平穩,砂輪不崩邊。
(2)切削用量:通過實踐,PCD刀具車削砂輪的切削用量,一般采用νc= 25~40m/min,ap=4~5mm,f=1~1.5mm/r。
(3)除塵:用刀具車削砂輪時的粉塵不可避免。用PCD刀具切削砂輪時的粉塵,遠遠低于傳統的刀碗擠壓。為了防止粉塵飛揚,可以采用噴水霧的辦法。
在20世紀80年代初,開始用PCD刀具車削砂輪,采用上述的刀具與切削用量,就成功地車完了內孔小于150mm、厚度120mm的50片砂輪。這時的PCD刀頭一邊磨損不到0.5mm,反映出這種刀具用來切削砂輪的耐用度很高。
4.用人造聚晶金剛石復合刀片修整砂輪有哪些特點?
將人造聚晶金剛石復合刀片(PCD)做成如圖15-3所示的工具,用來修整磨刀機上的砂輪,顯示出比其他修整工具突出的特點。
(1)刀片耐磨使用壽命長:由于PCD刀片硬度很高,耐磨性非常好,用它來代替傳統的齒形片砂輪修整工具和金剛石筆來修整砂輪,一般的情況下,一個機加工車間用一個PCD刀片來修整磨刀機上的砂輪,可以使用一年以上,而修整的成本只有原來的1/10。
(2)修整后的質量好:用此工具修整好的砂輪十分平整,徑向跳動很小。用它修整好一個砂輪,只需一分鐘左右,其效率是齒形片修整工具的5倍以上。
(3)節約砂輪:此工具修整時,只修整去跳動和不平處的高點,對低點修整去的很少,可以節約砂輪。
(4)使用方法:用手握住工具柄,將手柄前端的定位平面靠在砂輪機磨刀托板上,略微松開前部的緊固螺釘,用手旋轉后部的調整螺釘,使刀片接觸旋轉的砂輪后,再視情況吃刀,然后將工具左右移動(走刀),這樣反復幾次后,即將砂輪修好。
5.硬質合金有哪些切削特點?
硬質合金在人們頭腦里的概念是它非常硬而脆,用來作刀具材料、模具等耐磨零件,加工它的方法,只能采用磨削。由于超硬刀具的出現,硬質合金也可用刀具來切削,其特點如下:
(1)硬度高、脆性大:硬質合金的硬度為HRA85~92.5(HRC67~81),比一般淬火鋼的硬度高出HRC20,所以切削時極為困難。它沒有塑性,而且脆性很大,受切削力和刀具的擠壓,切入切出處極易崩邊。
(2)切屑呈粉末狀:由于硬質合金脆性很大,所以切屑全呈粉末狀,根本不產生積屑瘤,已加工表面粗糙度容易達到。
(3)導熱系數較高,切削溫度較低:硬質合金的導熱系數為17~88 W/(m·K),平均比淬火鋼高15倍,所以切削溫度比淬火鋼低得多。
(4)切屑與刀面接觸很短:切削硬質合金時,切削力集中在刃口附近,容易造成刀具崩刃。刀具磨損的主要形式是后刀面磨損。
6.怎樣用PCD刀具車削硬質合金?
硬質合金的加工,一般采用綠碳化硅、碳化硼砂輪和金剛石磨輪來磨削加工,也可采用PCD刀具進行切削加工。
切削時的刀具幾何參數是:γo=-5°~0°,αo=8°~10°,kr=30°~45°,k′r=8°~10°,rε=0.8~1.5mm。
用PCD刀具切削硬質合金時的切削用量是:νc=25~35m/min,ap=0.1~0.5mm,f=0.1~0.15mm/r。切削YG15或YG20時取大值。
切削時為了防止因硬質合金脆性大而崩邊,在切入切出處要適當減小進給量或先在此處倒一個角,并要使刀刃鋒利。在切削過程中,可選煤油作切削液。
7.用PCD刀具加工模具用硬質合金有哪些優越性?
(1) 改善沖模的強度特性和使用性能:用PCD刀具切削鎢鈷類(YG15、YG20)硬質合金沖模時,加工表面產生較大的殘余壓應力,可改善模具的強度特性和使用性能。如用綠碳化硅砂輪磨削,磨削時產生的高溫,使工件表面產生退火層、微裂紋和殘余拉應力,影響磨具的使用性能。
(2)提高加工效率:如用美國通用公司生產的PCD刀具,它的縱、橫向前角均為-5°,后角為5°,車削硬度為HV1204的鎢鈷硬質合金,在νc=28~56m/min、ap=0.5mm、f=0.25~0.35mm/r、采用乳化液的情況下,金屬切除量為3.5~8cm³/min,其切削效率高于現在使用的其他加工方法。
(3)有較高的刀具耐用度:用日本住友電器公司生產的DA200、DA150和DA100的PCD刀片車削YG15硬質合金,在νc=15 m/min、ap=0.5mm、f=0.1mm/r的情況下,用DA100這種粗晶粒和細晶粒混合組織的刀片,耐用度為30min,后刀面只磨損了0.2mm。
8.用CBN刀具切削硬質合金的實例有哪些?
采用CBN刀具切削硬質合金(YG15、YG20、YG25),可以代替電物理加工、金剛石刀具切削和金剛石磨輪磨削。
(1)鏜孔:在硬質合金襯套上鏜孔,精度為IT6~IT8,表面粗糙度Ra為1.6~0.8μm。切削用量是:νc=15m/min,ap=0.2~0.5mm,f=0.1~0.15mm/r。刀具幾何參數是:γo=-5°,αo=6°~8°,κr=45°,κ′r=15°,rε=0.5mm。用CBN刀具鏜孔的效率比用金剛石磨輪磨削高10倍左右。
(2)車外圓:用CBN刀具在φ40mm、長100mm的硬質合金沖頭上,切去3.5 mm余量,只需25min,如用金剛石磨輪磨削,則需要215min。
(3)斷續車削:CBN刀具不僅可以連續車削硬質合金,而且可以進行斷續車削。如斷續車削YG20、YG25的硬質合金套筒時,νc=30m/min,ap=0.35mm,f=0.034mm/r。刀具的幾何參數是:γo=-6°,αo=8°,κr=45°,刀具的耐用度為6.5min。
用PCD和CBN刀具切削加工精度特別高的零件是困難的,還是要用金剛石磨輪磨削。這是因為切削硬質合金時的徑向分力FP 很大,導致刀具發生退讓。當νc=10m/min、ap=0.5mm、f=0.1mm/r、后刀面磨損0.05mm時,FP為400N左右;VB=0.1mm時,FP=700N;VB=0.2mm時,FP=1300 N。因此,用超硬刀具切削硬質合金,必須選用工藝系統剛性好的工藝條件,而且也只能加工精度為IT6左右、粗糙度大于0.8μm的零件。
9.怎樣對磁鋼進行磨削?
磁鋼是磁合金的總稱,是現代最重要的永磁材料。它具有良好的磁性,在機電工業中得到廣泛的應用。常用的磁鋼有Al—Ni—C05和Al—Ni—C08兩種,通稱為五類磁鋼和八類磁鋼。
(1) 磁鋼的磨削特點:它具有硬脆的性能,在磨削過程中易產生碎裂、燒傷和崩邊等現象,特別是在砂輪行出工件時最易產生。五類磁鋼比八類磁鋼的加工性稍好一些,而八類磁鋼的磨加工性就十分困難。八類磁鋼的晶格有明顯的方向性和定向導熱性,在磨削過程中所產生的缺陷與結晶方向有密切關系。當磨削方向與柱狀結晶組織方向一致時,磁鋼平面的銳邊,幾乎不產生崩邊現象,即使有也相當小。當磨削方向與柱狀結晶組織方向相垂直時,在砂輪出口處就會崩邊,嚴重時會造成片狀剝落。所以磨削磁鋼與磨削其他材料不一樣,磨削時必須注意。
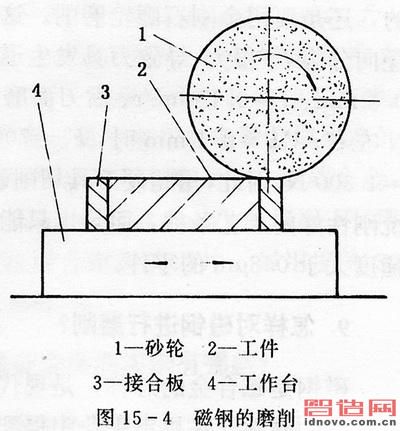
(2)磁鋼的磨削:應選用綠色碳化硅或氧化鋁為磨料,粒度為46號~60號,硬度為軟2和中軟1的大氣孔砂輪。另外,還可以采用在碳化硅砂輪開槽的間斷磨削(參考本書基礎知識第72和73題)。在磨削時應采用微量進給,加大冷卻液沖洗。為了防止在砂輪行出時工件崩邊,可在工件兩端接合兩塊普通鋼的防護板,如圖15-4所示。在磨削過程中,必須保持砂輪鋒利,使砂輪與工件接觸時發出“ 沙沙”的聲音。當砂輪與工件接觸時發出“嗡”聲時,就必須修整砂輪,否則會因砂輪變鈍,而產生燒傷等缺陷。砂輪大于工件覆蓋面時,必須加大冷卻液的沖洗,加速散熱,并減少工件的進給量,防止砂輪對工件的瞬間沖擊以提高了工件表面質量。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF