1、管板加工技術(shù)
管板被廣泛應(yīng)用于石化、鍋爐、制冷、汽輪機(jī)等行業(yè),而管板加工是熱交換器制造的重要工序,在換熱器的生產(chǎn)中占有很重要的地位。管板加工的精度,特別是管孔間距和管徑公差、垂直度、光潔度都極大地影響換熱器的組裝和使用性能。隨著化工設(shè)備、電站的大型化,其熱交換器直徑也變得越來越大,直徑為4m~5m的管板很常見,有的直徑達(dá)到7m左右。大型管板的特點是管孔數(shù)量多、密、孔徑小、深、精度和光潔度要求高,這就對管板的加工提出了很高的要求。
2、傳統(tǒng)的管板加工方法
盡管各個廠家的加工工藝略有差別,但總的來說,不外乎,先劃線(因劃出的線成網(wǎng)格狀,稱網(wǎng)格線),打樣沖點,用小鉆頭鉆小孔,再正式鉆孔,若孔壁光潔度要求高的,還要鉸孔,最后倒角。分析一下這套工序,先說劃線,若是標(biāo)準(zhǔn)管板(蜂窩狀)還好說,若是圖形復(fù)雜的,劃線就很費事。再說鉆孔,操作工人用搖臂鉆鉆孔,調(diào)整搖臂定位,再落下鉆頭,再抬起鉆頭重新調(diào)整搖臂定位,鉆一個孔要做好幾個動作,而操作工人的勞動強(qiáng)度較大,效率不高。總而言之,傳統(tǒng)的管板加工方法,精度低、費時、費力,使得管板加工成為整個生產(chǎn)過程中的一個瓶頸,一談起管板加工,人們就直皺眉頭。
3、先進(jìn)的管板加工方法
其實,制約管板加工的一個主要問題是設(shè)備問題。在傳統(tǒng)的管板加工中,搖臂鉆是其主要設(shè)備。由于其手動操作特性,操作方法比較固定,很難有潛力挖掘。盡管可以用鉆模等辦法來提高效率,但解決不了根本問題。只有從設(shè)備上想辦法,才能從根本上解決問題。國外管孔加工已普遍使用多軸數(shù)控鉆床,不再使用搖臂鉆,數(shù)控平面鉆床能夠代替人工劃線、鉆孔,可以大大提高加工精度和效率。我國近幾年也開始實現(xiàn)這類鉆床的國產(chǎn)化,但大多數(shù)廠家的產(chǎn)品,床身較小(2m~3m),主軸(1個或兩個)不多。不能加工大型管板。不能完全替代進(jìn)口產(chǎn)品。因此對于要求加工精度高的大型管板(超過7m),只能到國外去加工。而進(jìn)口數(shù)控機(jī)床,價格昂貴,安裝周期長,不易維修,并不一定適合中國的國情。人們迫切需要國內(nèi)機(jī)床廠家生產(chǎn)出超大型數(shù)控鉆床,以滿足管板加工廠家的需要。
4、國產(chǎn)超大型數(shù)控鉆床在管板加工中的應(yīng)用
山東法因數(shù)控機(jī)械有限公司是一家致力于數(shù)控機(jī)床研發(fā)、生產(chǎn)的廠家,自從2003年研制成功第一臺超大型數(shù)控鉆床PD4040A/4以來,技術(shù)日臻成熟,已經(jīng)生產(chǎn)了幾十臺超大型數(shù)控鉆床,分布于全國各地。有的用戶,一次就從法因數(shù)控購進(jìn)了兩臺超大型數(shù)控鉆床。這種數(shù)控鉆床,采用動力頭龍門移動式結(jié)構(gòu),多主軸(2到12個主軸),用戶可在訂貨時,自行選擇工作臺面的大小及主軸的多少。可加工工件的最大尺寸可達(dá)到7m×7m(根據(jù)需要,可生產(chǎn)加工更大管板的機(jī)床)。其主流產(chǎn)品是加工最大尺寸4m×4m的PD4040型及7m×4.5m的PD7045型,一般采用4個主軸,有四個數(shù)控滑臺式鉆削動力頭,并能獨立數(shù)控移動,動力頭的最小間距為500mm左右,一次性最大實心鉆孔直徑為Φ50mm(可選),裝夾工件厚度200mm左右(可選),零齒隙雙面驅(qū)動,整機(jī)有十個數(shù)控軸(可選),具有CAD/CAM自動轉(zhuǎn)換程序,既可用CAD文件轉(zhuǎn)換成加工程序,又可用手工編程,可進(jìn)行數(shù)控鉆孔、擴(kuò)孔、鉸孔、倒角等工序的加工。從而省略了人工劃線,不必再用手工鉆孔,使得管板加工技術(shù)有了一個質(zhì)的飛躍。大大提高了加工精度和生產(chǎn)效率。因其高效率,使得以前一個月才能完成的工作,現(xiàn)在幾天就能完成。徹底消除了在整個生產(chǎn)過程中管板加工的瓶頸。
5、超大型數(shù)控鉆床的具體使用方法
法因數(shù)控生產(chǎn)的超大型鉆床采用PC (電腦)+ CNC(數(shù)控單元) + PLC(可編程控制器)的控制模式。在PC中輸入管板的CAD圖形,然后轉(zhuǎn)化成DXF文件,然后運行法因數(shù)控自主開發(fā)的上位機(jī)軟件,打開這個DXF文件,輸入工件的基準(zhǔn)點坐標(biāo),便可自動生成零件程序和零件程序信息。零件程序由機(jī)器生成,避免了人工編制零件程序容易出錯的情況。然后,通過PC和CNC之間的通訊軟件WINDNC把零件程序傳入CNC,然后從CNC中調(diào)出零件程序進(jìn)行加工。通過PC和PLC之間的通訊,監(jiān)控機(jī)器的運行狀況。
(1)上位機(jī)軟件的主窗口示意圖 (如圖1所示)

圖1
(2)圖形顯示窗口示意圖 (如圖2所示)
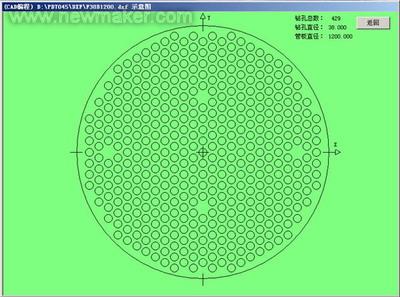
圖2
(3)程序處理窗口示意圖 (如圖3所示)
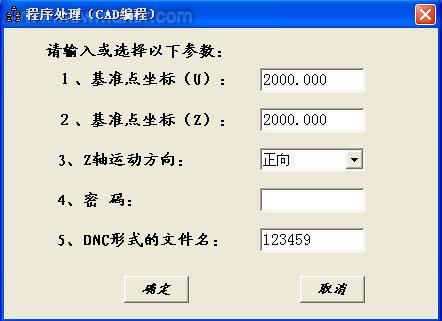
圖3
(4)PC和CNC之間的通訊軟件WINDNC窗口示意圖 (如上圖4所示)
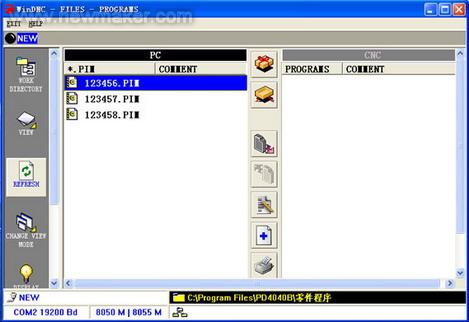
圖4
(5)實時監(jiān)控窗口示意圖 (如上圖5所示)

圖5
(6)以下是一個鉆削零件程序的實例:
%,MX,
N0001 Z2700.000
N0002 X1360.000 Y2640.000 U720.000 V2000.000
N0003 (B0,C0,D1,E0)
N0004 M55
N0005 Z2000.000
N0006 X1360.000 Y2640.000 U720.000 V2000.000
N0007 (B0,C0,D1,E0)
N0008 M55
N0009 X1400.000 Y3040.000 U720.000 V2400.000
N0010 (B0,C1,D1,E0)
N0011 M55
N0012 Z1500.000
N0013 X1360.000 Y3040.000 U720.000 V2000.000
N0014 (B0,C0,D1,E0)
N0015 M55
N0016 M30
(7)以下是一個零件程序信息的實例:
1.編程方法: CAD
2.處理的文件:D:PD4040BDXF3270f30.dxf
3.剔除重孔: 0
4.鉆孔總數(shù): 5500
5.鉆孔總數(shù)校驗: 5500
6.1#,2#,3#,4#鉆孔數(shù): 1239 1428 1559 1274
7.動力頭空閑次數(shù): 1020
8.動力頭利用率:84.36%
9.鉆孔單元數(shù): 1630
10.鉆孔直徑:30.000
11.管板直徑:3270.000
12.孔的排數(shù): 93
13.程序最后序號:N4984
14.基準(zhǔn)點坐標(biāo)(U): 2000.000
15.基準(zhǔn)點坐標(biāo)(Z): 2000.000
16.Z軸運動方向:正向
17.管板類型:標(biāo)準(zhǔn)
18.程序處理的時刻: 2005-2-3 12:49:44
查看零件程序信息,可以對零件程序進(jìn)行分析,減少出錯的機(jī)會。
6、總結(jié)
在管板加工中正確地選用超大型數(shù)控鉆床,是提高加工精度、生產(chǎn)效率的必由之路。及早投入使用超大型數(shù)控鉆床,對于提高產(chǎn)品質(zhì)量、增加產(chǎn)品科技含量、提高企業(yè)的競爭力、培養(yǎng)數(shù)控應(yīng)用人才具有積極的意義。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF