1 引言
目前電火花線切割機已被廣泛應用于模具加工。由于線切割機床加工一般都是在熱處理后進行,從而避免了熱處理變形、表面脫碳等弊病。有很多模具制造單位,往往是線切割后,稍加研磨就裝配使用。還有的不經研磨就直接裝配使用,結果經常出現崩刃、折斷、碎裂現象,即使不出現上述現象,沖模的刃磨壽命也不長。
本文就線切割后模塊表面的應力狀態及消除應力、提高其表面質量的方法,作初步探討。
2 線切割后零件表面的應力狀態
目前,很多模具都采用快走絲線割機加工,線切割后的工件表面粗糙度Ra≥2.5μm,硬度分布和內應力狀態都很差。
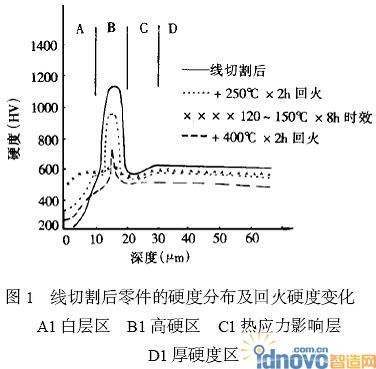
線切割機加工時,放電區電流密度高達10000A/mm2,溫度高達10000℃~12000℃,加注的介質液急劇冷卻,致使切割面表層硬度僅20HRC左右,而內部淬火層硬度卻高達70HRC以上,其后為熱影響區,再后才是原硬度區。尤為嚴重的是原材料內部因為淬火呈拉應力狀態,線切割所產生的熱應力也是拉應力,兩種應力疊加的結果很容易達到材料的強度極限而產生微裂紋,從而大大縮短沖模壽命,因此線切割不能作為凸模、凹模的最終加工工序。從圖1可以看出,CrWMn材料線切割后切口斷面硬度分布及回火、時效后的硬度變化情況。
3 消除線切割產生應力的措施
3.1 研磨去掉白層
目前,多數模具加工單位是在線切割后,用研磨的辦法去掉表層20HRC的灰白層(即白層) 后便進行裝配使用。這樣做雖然可以去掉硬度低的白層,但沒有改變線切割造成的應力區的應力狀態,即使增大線切割后的研磨余量,但因高硬層硬度高(達70HRC) ,研磨困難,過大的研磨量容易破壞零件幾何形狀。故線切割產生的高硬度層并不能提高沖模壽命,因為其脆性大是產生裂紋、崩刃的根本原因。
3.2 回火處理
在線切割后,研磨去零件表面的白層,再在160℃~180℃回火2h , 則白層下面的高硬層可降低5HRC~6HRC,線切割產生的熱應力亦有所下降,從而提高了沖模的韌性,延長了使用壽命。但是由于回火時間短,熱應力消除不徹底,沖模壽命并不十分理想。
3.3 磨削加工
線切割后磨削加工,可去掉低硬度的白層和高硬層,提高沖模壽命。因為磨削時產生的熱應力也是拉應力,與線切割產生的熱應力疊加,無疑也會加劇沖模損壞。若在磨削后,再進行低溫時效處理,則可消除應力影響,顯著提高沖模韌性,使沖模壽命提高。因為幾何形狀復雜的沖模大多數是采用線切割加工,所以磨削形狀復雜的沖模必須采用價格昂貴的坐標磨床和光學曲線磨床,而這兩種設備一般廠家都不具備, 故推廣困難。
3.4 噴丸處理后再低溫回火
噴丸處理可使線切割切口的殘余奧氏體轉變為馬氏體,提高沖模的強度和硬度,使表面層應力狀態發生變化,拉應力降低,甚至變為壓應力狀態,使裂紋萌生和擴展困難,再結合低溫回火,消除淬火層內拉應力,可使沖模壽命提高10~20倍。
噴丸處理受設備條件和沖模零件形狀(內表面) 限制,難以普遍應用。
3.5 研磨后再低溫時效處理
線切割表面經研磨后,高硬層已基本去掉,再進行120℃~150℃×5~10h低溫時效處理(亦稱低溫回火處理) ,亦可經過160℃~180℃×4~6h 低溫回火處理。這樣可消除淬火層內部拉應力,而硬度降低甚微(后者硬度降低稍大),卻大大提高了韌性,降低了脆性,沖模壽命可提高2倍以上。這一方法簡便易行,效果十分明顯,易于推廣。
冷鐓模和冷擠模在壓制若干零件之后,模具內部的應力已經積聚很高,亦可用此方法消除應力,提高韌性,使壽命提高。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF