1 引言
數控電火花線切割加工是一項涉及多門學科的綜合性技術,是模具制造中的主力裝備。成型塑料制品的模具簡稱為塑料模具,塑料模具生產的塑料制品在機械、電子工業中有著廣泛的應用。在金屬加工中,數控電火花線切割始終是塑料模加工的利器。不論是動模、定模、零配件,還是特殊加工場合,只要編制出正確的數控程式,電火花線切割定會在塑料模加工中發揮出越來越重要的作用。
2 數控電火花線切割的特點
因為數控電火花線切割是數字系統控制下直接利用電能加工工件的一種方法,因些與其他加工方式相比有自己獨立的特點:
(1)直接利用線狀的電極絲作電極,不需要制作專用電極,可節約電極的設計、制造費用。
(2)可以加工用傳統切削加工方法難以加工或無法加工的形狀復雜的工件。對不同的工件只需編制不同的控制程序,對不同形狀的工件都很容易實現自動加工,很適合小批量形狀復雜零件、單件和試制品的加工,且加工周期短。
(3)利用電蝕加工原理,電極絲與工件不直接接觸,兩者之間的作用很小,故而電極絲、夾具不需要太高的強度。
(4)傳統的車、銑、鉆加工中,刀具硬度必須比工件大,而數控電火花線切割機床的電極絲材料不必比工件材料硬,可節省輔助時間和刀具費用。
(5)直接利用電、熱能進行加工,可以方便地對影響加工精度的加工參數(脈沖寬度、間隔、伺服速度等)進行調整,有利于加工精度的提高,便于實現加工過程的自動化控制。
(6)工作液一般采用水基乳化液或純水,成本低,不會發生火災。
(7)利用四軸或五軸聯動,可加工錐度、上下面異形體或回轉體等零件。
(8)由于電極絲比較細,可以方便地加工微細異形孔、窄縫和復雜截面的型柱、型孔。由于切縫很窄,實際金屬去除量很少,材料的利用率很高。對加工、節約貴重金屬有重要意義。
(9)采用移動的長電極絲進行加工,使單位長度電極絲的損耗較少,從而對加工精度的影響比較小,特別在慢走絲線切割加工中,電極絲一次性使用,電極絲損耗對加工精度的影響更小。
正是由于電火花線切割加工有許多突出的特點,因而在國內外發展都很快,在塑料模具加工中已獲得了廣泛的應用。
3 數控電火花線切割在塑料模加工中的應用場合
3.1數控電火花線切割在動模和定模加工中的應用
在塑料模具中,動模和定模是塑料模具的主要組成部分。動模也稱型芯或凸模,是成型塑件內表面的模具零件,多裝在注塑機的動模板上。定模也稱型腔或凹模,是成型塑件外表面的模具零件,多裝在注塑機的定模板上。動模和定模通常都要經過淬火處理,硬度極高,一般加工方法難以加工,特別是小孔與異型孔。數控電火花線切割在動模加工中的應用常有鑲件孔、頂針孔、司筒孔、斜頂孔等的加工。在定模加工中的應用常有鑲件孔、鑲針孔等的加工。見圖一:數控電火花線切割在動模加工中的應用;圖二:數控電火花線切割在定模加工中的應用。
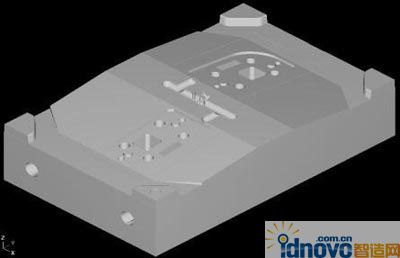
圖一:數控電火花線切割在動模加工中的應用
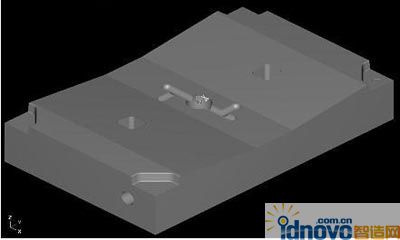
圖二:數控電火花線切割在定模加工中的應用
3.2 數控電火花線切割在工具電極加工中的應用
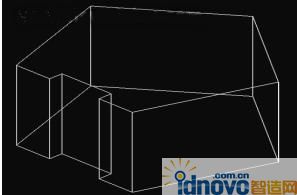
在塑料模具中,特別是動模、定模有許多微小的地方刀具不宜加工,或者形狀較復雜的面,這時就需要制作工具電極,采用電火花成型加工。工具電極苦有細異形孔、窄縫和復雜斜面的型柱、型孔,刀具不宜加工,就必須使用數控電火花線切割機床進行切割成形。由于銑刀總存在著半徑R,在要求尖角的模具中,電極也常常要用數控電火花線切割進行清角。清角加工充分利用了電極絲R小,可變錐度大的優點。如圖三:數控電火花線切割在工具電極加工中的應用。

圖三:數控電火花線切割在電極加工中的應用
電極的切割過程中,切記要考慮電極成型時所用的火花位。一般勻有粗、精電極兩種,放電火花位分別約為單邊0.15MM、0.05MM;在大型工件加工中還需要用到粗中精三個電極,放電火花位分別約為單邊0.3MM、0.15MM、0.05MM。在加工孔時,補正值要減去單邊放電火花位,也即將孔割大雙邊兩個火花位。如加工一個10MM的孔,若火花位為單邊0.3MM,則加工后的孔的尺寸為10.6MM。在加工外形時,補正值也是要減去單邊放電火花位,也即將電極外形雙邊割小兩個放電火花位。如加工一個10MM*10MM的正方柱,若火花位為0.3MM,則加工后的尺寸為9.4MM*9.4MM。
3.3 數控電火花線切割在零配件加工中的應用
數控電火花線切割在零配件加工中的應用常有:動模定模鑲件、斜頂、滑塊、銷釘孔、以及一些耐磨板、壓板壓條等。如圖四:數控電火花線切割在零配件加工中的應用。
圖四:數控電火花線切割在零配件加工中的應用
零配件加工時常常也考慮配合間隙,一般取值的規則是將鑲孔割大0.003~0.005MM,而鑲件照正常數據加工。或者在不知鑲孔大小的情況下將鑲件單邊放大0.003~0.008MM,以免鑲件過小不能使用。在斜度鑲件加工時,底部頂部一般都放長1MM左右。因為在裝配時可以把鑲件裝得很緊,不留一點縫隙,多余的部分可以用銑刀或鈔輪加工去掉。
4.數控電火花線切割在塑料模加工中的幾種特殊應用方法
4.1數控電火花線切割在頂針孔加工中的應用方法
頂針是塑料模中最簡單的脫模零件,常設計在脫模阻力較大的部位。頂針孔就是供頂針通過到達產品內表面,頂出產品的通道。如圖五:數控電火花線切割在頂針孔加工中的應用。
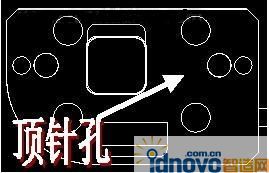
圖五:數控電火花線切割在頂針孔加工中的應用
一般模具中頂針孔都較多,在線切割中穿絲頻繁,故適宜帶有自動穿絲的慢走絲機床加工。在編程軟件上也適宜選用帶有多件編程的軟件進行程序編制,如臺灣的統達軟件。該軟件能一次框選所有頂針孔,只需一次設置加工參數或條件,就能自動生成所有頂針孔的加工程式。不像有些軟件,對頂針孔的加工需要一次又一次的選擇頂針孔或加工參數及條件。在頂針孔的加工時,第一個頂針孔的大小往往需要進行試配。如果最后一次加工頂針仍然放不進去則要進行二次重割。重割時將程序的第一刀刪除,第二刀補正值不變,第三刀補正值略加。如果能進去一小半,則第一刀、第二刀勻刪除,第三刀補正值略加。這是一個經驗積累的工作,往往要多次才能取得合適的配合補正值。
4.2數控電火花線切割在斜頂孔加工中的應用方法
斜頂也是塑料模中常見的一零件,它常常是成對的在動模左右兩邊出現。斜頂孔也就是斜頂頂出的通道。斜頂孔一般都有斜度,而且它的斜度是兩邊同向而斜,兩邊為直身,不同于一般的斜度工件加工。在編程時切記要小心,分清楚它的斜向,注意檢查程式中的偏斜代碼與偏斜值正負。如圖六:數控電火花線切割在斜頂孔加工中的應用方法。
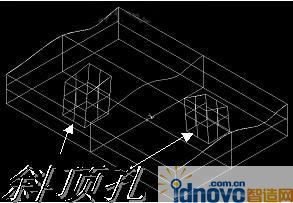
圖六:數控電火花線切割在斜頂孔加工中的應用方法
斜頂孔的程式例如下:
G54
G21
G90
G92 X0. Y0.
T84
C101 H001
M98 P0001
T85
C102 H002
M98 P0002
C103 H003
M98 P0001
M02
N0001
G91
G42G52A0. G01 X-1.0167 Y12.5
G52 A5.X26.0167
G50 Y-25. A0.
G51 X-50. A5.
G50 Y25. A0.
G52 X23.9833 A5.
G40 G50 X1.0167 Y-12.5 A0.
G90
M99
N0002
G91
G41 G01 G51A0 X-1.0167 Y12.5
X-23.9833 A5.
G50 Y-25. A0.
G52 X50. A5.
G50 Y25. A0.
G51 X-26.0167 A5.
G40 G50 X1.0167 Y-12.5 A0.
G90
M99
在上面的程式中注意G51和G52的區別,以及兩個子程序中來回正走與反走G51和G52的不同。
4.3數控電火花線切割在上下異形件加工中的應用方法
下異形是指工件的上端與下端形狀不一樣,如上端為一個圓,下端為一正方形。如圖七:數控電火花線切割在上下異形加工中的應用方法。
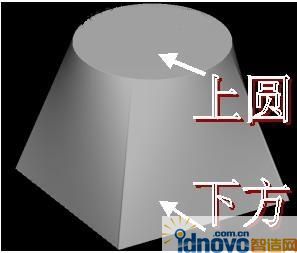
圖七:數控電火花線切割在上下異形加工中的應用方法
上下異形的程式例如下:
G54
G21
G90
G92 X0. Y-31.25 U0. V0.
T84
C101 H001
G142
G01 Y-25. : G01 Y-18.75
X25. : G03 X13.2582 Y-13.2583 J18.75
Y25. : X13.2583 Y13.2583 I-13.2582 J13.2583
X-25. : X-13.2582 I-13.2583 J-13.2583
Y-25. : Y-13.2583 I13.2582 J-13.2583
X0. : X0. Y-18.75 I13.2582 J13.2583
Y-31.25 : G01 Y-31.25
G140
M02
在上面的程式中,以兩點隔開,前面的程式是下面的形狀為正方形,后面的程式是上面的形狀為圓形。它為一個復合程式,是將上下兩個程式并在一起走,下面數據走X、Y軸,上面的數據走U、V軸。
4.4 數控電火花線切割在斜導柱孔加工中的應用方法
斜導柱是抽芯滑塊中的一個零件,斜導柱孔也就是導柱斜向通過的通道。由于是圓孔,又有單向斜度,常是線切割加工中的難題。如圖八:數控電火花線切割在斜導柱孔加工中的應用方法。
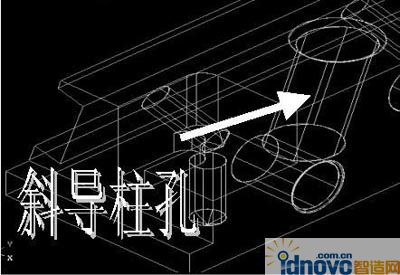
圖八:數控電火花線切割在斜導柱孔加工中的應用方法
斜導柱孔簡單加工方法是用輔助夾具進行輔正加工,采用一條邊線碰數或畫線取數加工,故該方法加工精度低不準確,采用軟件分析處理才是較合理的加工方案。在編程取數時切記要小心,在它的程式面上是一個橢圓,而不是一個標準圓。它的程式上實際上就是兩個橢圓的上下異形程式。
斜導柱孔的程式例如下:
G54
G21
G90
G92 X0. Y0. U0. V0.
T84
C101 H001
G142
G01 X-5.3557 : G01 X4.2409
。。。。。。。。。
。。。。。。。。。
。。。。。。。。。
X-5.1994 Y1.1993 I4.6364 J-.7839 : X4.3972 Y1.1993 I4.6364 J-.7839
X-5.335 Y-.4391 I4.632 J.658 : X4.2616 Y-.4391 I4.6321 J.658
X-5.3506 Y-.2198 I4.6525 J.4394 : X4.2461 Y-.2198 I4.6525 J.4394
X-5.3557 Y0. I4.6627 J.2198 : X4.2409 Y0. I4.6627 J.2198
G01 X0. : G01 X0.
G140
M02
在上面程式中的省略號代表省略去了中間的程式。因為橢圓是splines,而線切割機的控制器只能執行線和圓弧指令,故splines打斷為圓弧,才造成上面的程式有好幾十甚至上百條。
在實際加工中如果斜度較大,還必須考慮補償值offset的更改。因為程序上的補償值是在XY平面內求出的,與斜度加工時的實際補償值存在誤差,因此還需要考慮這部分多出的補償值,對實際補償值進行修正。
在實際加工中,因機器控制器不同,上述各種程式還必須經過手工略作修改,才能應用于工業生產。
5 總結
因此,數控電火花線切割始終是塑料模加工的利器,廣泛應用于動模、定模、電極以及零配件。在特殊加工場合,只要能編制出正確的數控程式,電火花線切割定會在塑料模加工中發揮出越來越重要的作用。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF