1 影響加工的因素
在電火花成型加工中往往會出現各種影響加工質量的干擾因素,主要有:(1)短路,(2)拉弧,(3)加工參數選取不當,(4)工作液質量的影響,(5)加工安全措施不當。
2 問題的提出及對策
2.1 短路的影響
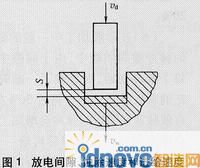
“不接觸加工”是電火花加工與普通切削加工的不同之處,如圖示1所示。正常電火花加工時工件和工具電極有一放電間隙,工件以Vw的速度不斷被蝕出,間隙S將逐漸擴大,必須使電極工具以速度Vd補償進給以維持所需的放電間隙;如果進給量Vd大于工件的蝕出速度Vw,則間隙S將逐漸變小,此時電蝕產物難以及時排除,從而產生二次放電,使能量消耗在電蝕產物的重熔上,同樣會使加工速度降低,加工面燒傷。當間隙值等于零 (S=0)時,則形成短路。雖然短路本身既不產生材料蝕出,也不損傷電極,但在短路處造成了一個熱點,而在短路數次后,自動調節系統使工具電極在回退消除短路時又很容易引發“拉弧”。為此,在電火花加工過程中,尤其在由粗―中―精轉換加工規準之后,要維持一定的放電間隙,必須重新調節主軸進給量旋鈕才能達到穩定進給的加工狀態,即使在同一規準下,當加工面積或加工深度有了較大的變化時,也應重新調節進給旋鈕,以防出現不穩定加工狀態和短路現象。

2.2 拉弧的影響
拉弧現象在電火花加工中常常發生,一旦出現,它將直接影響到加工的穩定性,降低其加工速度和加工質量。在實際加工中,為確保加工質量,防止拉弧,我們往往則采取:(1)在加工小面積工件時,由于它的局部電蝕產物濃度過高,放電后的余熱未及時傳播擴散,一般取較小的峰值電流,其電流密度可維持在 3-5A/cm2范圍內。(2)在加工較大面積工件時,尤其是在加工細長型腔,形狀復雜的工件時,往往通過提高抬刀運動或增加沖液壓力來防止和降低拉弧現象。(3)為保證制件的加工工藝和加工精度,在粗加工時,脈沖寬度ti與脈沖間隔t0之比應在10:1-2:1范圍內選取;精加工時脈沖寬度ti與脈沖間隔t0之比應取在1:1-1:10間,從而有利于提高排屑能力,防止二次放電和拉弧的產生。
2.3 加工參數選取不當
影響電火花加工表面質量的因素除了拉弧和短路外,加工參數的匹配不當也是影響加工表面質量的一個重要因素。加工參數分為“離線參數”和“在線參數”。
2.3.1 離線參數的影響
離線參數包括極性、峰值電壓等,這類參數通常在加工前則預先安排好了,在加工中基本不改變。但是,在特定的條件下,它們在加工中也是需要改變的。當加工件的加工面積由小變大,型腔由淺變深時,放電過程中的干擾性也隨之增大,若仍然采用預先設置好的加工電流,則必將影響到加工表面質量,嚴重時將可能燒傷加工表面,所以在加工起始階段一般選用小于預定規準的放電電流可以使過渡過程比較平穩,待加工穩定約1分鐘左右后,再把放電電流調到預先的設定值,從而保證放電加工的正常進行。
2.3.2 在線參數的影響
在線參數包括脈間、進給速度、放電間隙、伺服抬刀運動和沖液流量等,它們在加工中根據加工件的工藝要求和加工精度的不同來設置。下面討論主要的在線參數:
(1)脈沖間隔t0
在實際加工中,當脈沖間隔t0減小時,工件蝕除速度Vw增加很快,電極相對損耗比值p也相應減小,但是若間隙值t0過小時必將引起拉弧,為此,操作人員只有在保證穩定的放電加工、不產生拉弧的條件下,原則上盡量選擇較小的脈間值t0,以獲得較高的生產率,但要注意的一點,在初始階段,脈間的選取應稍偏大些以利于排屑,從而保證工件的加工質量。
(2)放電間隙
在電火花加工過程中,工具和工件之間有一定放電間隙S,(亦稱端面間隙SF),粗加工中,操作人員憑借豐富的實踐經驗,在保證“低損耗,高生產率”的前提下,放電間隙將取較大值,這樣一來,在加工中較安全,最大程度降低了出現小間隙、電極損耗大的現象,從而減少了短路和拉弧現象發生。但也不能將放電間隙過于增大,否則,兩極間液體不能被擊穿,脈沖利用率低,放電通道上的能量傳遞到工件上的能量明顯下降,放電不充分,金屬蝕出量不足,影響正常的放電加工。例如,加工復雜形狀的工件時,間隙若過大,棱角部分電場不均的影響將愈明顯。而在精加工中,為了提高加工精度,則應采用小規準參數加工,以便縮小放電間隙,這樣,不但可以提高仿形精度,而且小間隙加工時可能產生的間隙變化量也小。由于在實際加工中,放電間隙是瞬息變化的,它是隨加工面積和形狀復雜程度的變化隨之改變的。為此,為確保成型面的加工質量,在加工中,應根據制件加工精度的不同對加工參數作適當調整,以獲得穩定的加工間隙。
(3)沖液流量地有效控制
沖油、抽油是電火花加工中有效排除極間電蝕的主要手段,一般在加工細長型腔盲孔時往往采用沖油循環其效果好于抽油,它主要是將清潔的工作液強迫沖人放電間隙,使工作液同電蝕產物一起從電極側面間隙排除,但是在實際加工中,沖液流量壓力不是一成不變的,它應根據工件幾何形狀的不同以及加工深度和加工面積的而作相應調節。我們知道在電火花實際加工中,尤其在精加工中電極損耗的一個重要原因是隨沖液流量(壓力)的增加而增大,當加工深型盲孔或加工面積增大時,當增大沖油壓力,雖然能提高間隙的排屑力度,但此時電極表面的沖刷力也在增加,反而使電蝕產物不容易反粘到電極表面從而更加增大了電極的損耗程度,同時,在放電加工中,由于游離碳的濃度也隨沖油流量地增大而降低,影響了黑膜生成且流場不均,加上電極局部沖刷和反粘使其電極工作部位黑膜厚度不同,嚴重影響了加工精度。因此,在加工深型細長盲孔時,沖油壓力的大小應適其加工精度和具體加工情況而定,不能一味地增加沖液壓力。所以,只要能使加工穩定進行,保證必要的排屑,加工人員應適其實際加工情況,隨時調整沖油壓力。例如在加工通孔時,在電極快速穿透工件時,沖油壓力應降低。但當在高頻精加工時,因間隙小,排屑困難,此時反而應增大沖油壓力。
(4)合理調整伺服抬刀運動
在電火花加工中,常常根據加工件面積大小的改變和加工精度的要求對工具電極定期地自動抬起,或通過改變定期抬刀比來增大排屑力度以及增大脈沖停歇時間,以降低加工時的平均電流,限制電蝕產物濃度過大而達到充分的改善排屑條件。當然,我們知道,在電火花加工中,抬刀就意味著時間的損失,所以,只有在正常沖液不夠時,容易出現拉弧現象時方能考慮抬刀,并且要盡量縮小電極上抬和加工的時間比,在加工中根據加工工藝要求,適其具體情況對抬刀比進行調整,以確保加工質量,從而提高生產率。
2.4 工作液質量的影響
在放電加工中,工作液要保持循環暢通,減小液內雜質(金屬蝕出物、汽泡、碳粒等)堆積,若液內雜質增多,排屑不利,引起燒傷、短路,消電離不夠,形成二次放電,從而影響加工表面質量。
2.5 加工安全措施不當
在電火花加工中,工作液面一定要高于工件和電極一定距離,一般約為30~100mm,因為電火花加工直接利用電能,且工具電極等裸露部分有 100V~300V的高電壓,加上煤油長時間脈沖放電,煤油在瞬時局部高溫下會分解出氫氣、乙炔、乙烯、甲烷和少量的一氧化碳及油霧煙氣,遇明火很容易燃燒引起火災。所以,在實際加工中,絕不允許以下現象發生:
(1)加工液面低于工件(2)電極和噴油嘴相碰引起火花放電 (3)電極和主軸聯接不牢固時意外脫落引起火花放電(4)加工中電極的某一部分和夾具間產生意外放電。(5)絕緣外殼意外破裂造成導線和工件夾具間的火花放電。
另外,由于高頻脈沖電源工作時向周圍發射一定強度的高頻電磁波,當人體離得太近或受輻射時間過長時,會影響身體健康;而工作液煤油在常溫下也會蒸發,揮發出煤油蒸氣,含有烷烴、芳烴、環烴和少量有機成分,它們是有毒氣體,長期大量吸入人體會影響人的身體健康,為此,操作人員必須保持室內的空氣流動。同時,操作人員必須站在耐壓20KV以上的絕緣板上進行工作,加工過程中不得碰觸電極,要經常保持機床的清潔,防止受潮,保持機床的絕緣強度,保持油路暢通,保證穩定的放電加工,以達到滿意的加工效果。
下面是電火花加工中的相關實驗數據,說明電火花加工中干擾因素對成型面加工質量和工藝效果的影響:
實驗條件:
實驗設備:E46PM電火花成型機床1臺;
實驗電極:紫銅電極,ψ5mm;
實驗樣板:A3鋼板,厚10mm,經淬火處理;
加工方法:短脈沖正極精加工;
脈沖電源:單向脈沖電源;
工作液: 電火花機床專用工作煤油;
加工制件:成型工件孔直徑 ψ=5mm 孔深H=1.5mm;
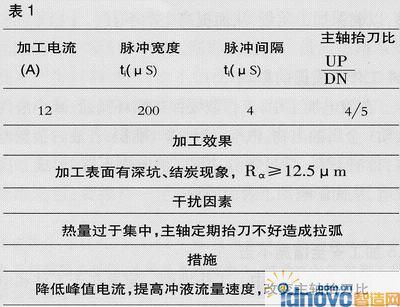
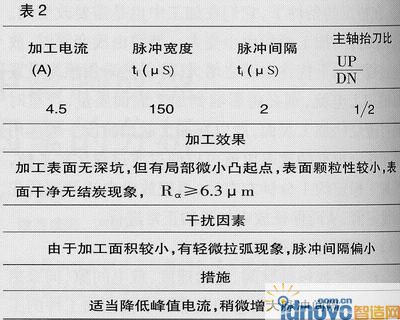
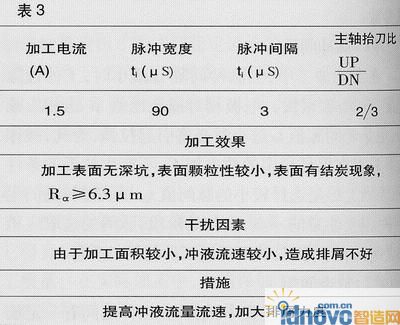
從上述表1―表3中可看出:電火花加工中影響成型面加工質量的因素很多,且它們又是相互制約的。這些實驗數據表明了在電火花實際加工中,加工參數的合理選取與否將直接影響到工件的各項工藝指標和放電的穩定進行。
3 結論
對電火花加工中多種干擾因素的認識和研究,是能否實現安全穩定的放電加工,提高制件表面質量和加工精度的重要保證,因此,對于從事電火花加工的工程技術人員必須引起高度的重視。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF