某機(jī)械傳動(dòng)直齒圓柱齒輪模數(shù)為3,齒數(shù)為27,壓力角α為200,精度等級(jí)為8級(jí),材料為40Cr;原采用切削加工工藝進(jìn)行生產(chǎn),具有生產(chǎn)效率低,材料利用率低、切斷齒形纖維組織等缺陷。為提高其力學(xué)性能,利用模具來生產(chǎn)該齒輪,從而使金屬齒形流線得到保留,分布更為合理。
以往只是借助CAD繪圖工具來進(jìn)行鍛模設(shè)計(jì),設(shè)計(jì)鍛件圖、計(jì)算下料質(zhì)量和坯料尺寸等工作還由設(shè)計(jì)人員查閱相關(guān)標(biāo)準(zhǔn)進(jìn)行近似計(jì)算。目前,三維設(shè)計(jì)已廣泛應(yīng)用到各個(gè)領(lǐng)域,它具有設(shè)計(jì)直觀、減少設(shè)計(jì)錯(cuò)誤、便于修改等優(yōu)點(diǎn)。所以利用SolidWorks三維設(shè)計(jì)軟件來完成該齒輪及其模具的設(shè)計(jì)。
1 齒輪工藝設(shè)計(jì)
根據(jù)齒輪的使用要求,可有兩種成形方案。
兩火兩鍛法 下料-加熱(850±10°C)-墩粗-預(yù)鍛-切飛邊-空冷、噴砂清理-加熱到(850±10°C)-終鍛-精整-機(jī)加工圓孔和鍵槽-檢驗(yàn)-入庫。
溫鍛成形冷鍛精整法下料-加熱至(850±10°C)-墩粗-預(yù)鍛-料箱內(nèi)堆冷至室溫-清理-磷化皂化-終鍛-精整-檢驗(yàn)-入庫。
對(duì)比以上兩種工藝,第一種采用兩次加熱,其氧化與冷卻收縮量的波動(dòng)將影響齒輪精度,齒面粗糙度大,而且增加廠工序和加熱設(shè)備,生產(chǎn)成本較高;第二種采用溫鍛成形增大廠終鍛壓力,但消除廠終鍛溫度的波動(dòng)和高溫氧化對(duì)產(chǎn)品的影響因素,進(jìn)一步提高廠鍛造齒輪的精度,降低廠齒面粗糙度綜上分析,決定采用溫鍛成形冷鍛精整工藝。
2 齒輪的參數(shù)化設(shè)計(jì)
由于齒輪形狀復(fù)雜,首先利用SolidWorks軟件的特征建模技術(shù)建立設(shè)計(jì)齒輪的三維模型,也可利用專門的齒輪繪制插件Geartrax來生成所需的齒輪模型;其次進(jìn)行鍛件圖的設(shè)計(jì),鍛件圖是確定模鍛工藝和設(shè)計(jì)鍛模的依據(jù)。以往鍛件圖的設(shè)計(jì)是設(shè)計(jì)人員根據(jù)零件圖查閱相關(guān)標(biāo)準(zhǔn)后再繪制的,利用現(xiàn)在三維設(shè)計(jì)手段只需要在原齒輪零件尺寸上加上一定的鍛造余量,對(duì)該齒輪來說,單邊余量留1 mm,通過更改相應(yīng)的設(shè)計(jì)參數(shù),即可得到齒輪鍛件的三維模型,借助質(zhì)量特性功能,自動(dòng)得到該齒輪工件和鍛件的質(zhì)量、體積數(shù)值(見圖1),減輕手工計(jì)算的工作量,同時(shí)使計(jì)算更為準(zhǔn)確,便于精確地下料。
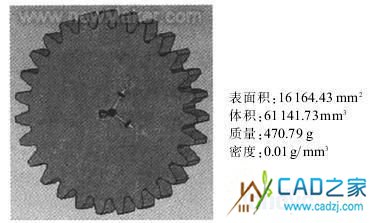
圖1 齒輪鍛件質(zhì)量特性
3 齒輪終鍛模設(shè)計(jì)
3.1 凸、凹模設(shè)計(jì)
終鍛型腔是鍛件最后成形的型腔,其尺寸、尺寸精度和表面粗糙度由齒輪鍛件的需求決定在SolidWorks軟件中提供廠模具設(shè)計(jì)功能,把齒輪鍛件模型作為模芯置人實(shí)體模型中,利用"型腔"特征去掉實(shí)體模型中的模芯部分,得到空心模腔,然后確定分模面,曲面切割實(shí)體,得到凸、凹模兩個(gè)三維零件圖,最后確定模塊尺寸,完成鍛模的結(jié)構(gòu)設(shè)計(jì)這種設(shè)計(jì)方法不僅能加快設(shè)計(jì)進(jìn)度,而且保證廠設(shè)計(jì)的精度,對(duì)精密成形模具設(shè)計(jì)尤為重要。
為了改善凹模的承載能力以及獲得良好的鍛件性能,設(shè)計(jì)時(shí)采用雙層組合式凹模,使齒輪凹模具有很高的強(qiáng)度、很強(qiáng)的承載能力。
3.2 裝配圖設(shè)計(jì)
目前,SolidWorks軟件支持"自上而下"和"自下向上"。兩種產(chǎn)品開發(fā)設(shè)計(jì)流程"自上而下"是指先確定產(chǎn)品總體的基本結(jié)構(gòu),從裝配體到零部件的設(shè)計(jì)方式;"自下向上"是指從單一的零件個(gè)體著手,在完成零件設(shè)計(jì)后進(jìn)行裝配,最后完成整個(gè)產(chǎn)品的設(shè)計(jì)方式我們采用"自上而下"的設(shè)計(jì)方法,即:先設(shè)計(jì)齒輪精鍛模的裝配部分,然后把各個(gè)零件按相應(yīng)的裝配關(guān)系組成裝配圖,進(jìn)行干涉檢查,等到裝配關(guān)系合格,再對(duì)每個(gè)零件進(jìn)行詳細(xì)設(shè)計(jì)。
由于傳統(tǒng)的鍛模結(jié)構(gòu)存在鍛件填充性差、變形抗力大等缺陷,為改善齒部的充填性能,降低變形抗力,采用浮動(dòng)凹模代替?zhèn)鹘y(tǒng)的固定凹模,改善模膛的充填性該模具工作部分主要由凸模、上模、下模和浮動(dòng)凹模組成,并具有一定的通用性,只要改變浮動(dòng)凹模的形狀和尺寸就可用丁其它型號(hào)的圓柱齒輪生產(chǎn)。
3.3 工作過程模擬
SolidWorks軟件內(nèi)嵌集成了COSMOSMotion全功能運(yùn)動(dòng)仿真軟件,利用該插件建立齒輪精鍛模的運(yùn)動(dòng)機(jī)構(gòu)模型,動(dòng)畫模擬模具成形加工運(yùn)動(dòng)過程,并測(cè)量凸模上任何點(diǎn)的速度和加速度以及凹模所受的作用力和力矩,得到運(yùn)動(dòng)曲線和約束支反力,保證所設(shè)計(jì)的齒輪精鍛模運(yùn)行穩(wěn)定而且可靠在運(yùn)動(dòng)仿真時(shí),還對(duì)零件進(jìn)行廠動(dòng)態(tài)干涉檢查,對(duì)零件的設(shè)計(jì)進(jìn)行改進(jìn)最后還錄制廠模具拆裝動(dòng)畫,用丁指導(dǎo)操作}一人進(jìn)行模具的安裝、調(diào)試和拆卸。
3.4 生成工程圖紙
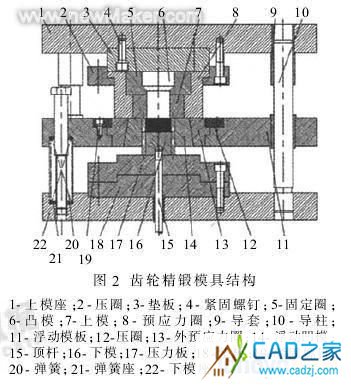
整個(gè)設(shè)計(jì)檢查無誤,經(jīng)審核后,最后生成裝配體和零件的二維工程圖紙。裝配圖如圖2所示。
4 模具工作過程及特點(diǎn)
精鍛過程如下:鍛造開始前,浮動(dòng)凹模和浮動(dòng)模板在彈簧的作用下是浮起的,以便于坯料的安放;鍛造開始后,隨著壓力機(jī)滑塊下行,上模和預(yù)應(yīng)力圈首先與浮動(dòng)凹模接觸,與浮動(dòng)凹模一起形成封閉的模腔;滑塊繼續(xù)下行,在凸模的作用下坯料鍛造成形,在坯料鍛造成型過程中,浮動(dòng)凹模也隨坯料向下運(yùn)動(dòng),這樣保證整個(gè)鍛造過程在封閉的模腔中進(jìn)行,從而改善模腔下角隅的充填;鍛造完成后,壓力機(jī)滑塊上行,用頂料機(jī)構(gòu)推動(dòng)頂。
根據(jù)鑄件的工藝特點(diǎn),模具的澆道設(shè)計(jì)成如圖2所示的米字形結(jié)構(gòu),對(duì)于緩解壓鑄過程中金屬液對(duì)型腔的沖擊有重要作用。
為提高鑄件質(zhì)量,在金屬液充填型腔的過程中,應(yīng)盡量排出型腔內(nèi)的氣體,以及混有氣體與被涂料殘余物污染的金屬液設(shè)置排氣槽和溢流槽是其重要的措施之一通常將排氣槽開在溢流槽后面,方便排氣槽的加工和布置。
排氣槽的結(jié)構(gòu)見圖4。設(shè)計(jì)排氣排氣槽時(shí),槽與溢流槽錯(cuò)開布置,防止金屬液過早堵塞排氣槽;靠近溢流槽部位的排氣槽深度較大,有利于排氣及溢流槽的填充;排氣道呈曲折形狀,有利于防止金屬液從排氣槽中噴射出來.避免廠熱金屬液飛濺傷人。
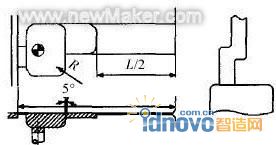
圖4 排氣槽的結(jié)構(gòu)
4 壓鑄模的結(jié)構(gòu)設(shè)計(jì)
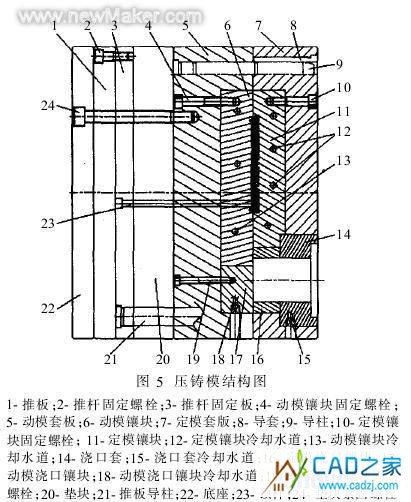
模具結(jié)構(gòu)如圖5。模架采用45鋼;頂桿采用SKD61鋼,這種材料具有極好的高溫性能,是壓鑄模的優(yōu)質(zhì)頂桿。
5 結(jié)束語
該模具按設(shè)計(jì)要求在天津某模具公司生產(chǎn)完畢后.經(jīng)生產(chǎn)檢驗(yàn).模具在使用過程中操作方便、安全,工作穩(wěn)定可靠鑄件表面質(zhì)量?jī)?yōu)良,其幾何尺寸及力學(xué)性能均很好地達(dá)到了設(shè)計(jì)要求。(end)
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF