本文介紹了開發(fā)檢具設計智能化CAD程序的相關內容。
功能量規(guī)、光滑極限量規(guī)、變螺矩螺紋量規(guī)以及錐度芯棒等常用檢具的設計在工裝設計中的應用相當廣泛和頻繁。這些檢具通常是按照國標和廠標來進行設計,它們的共同點是有一定的設計原則和計算規(guī)則可依,但是這些標準相當復雜,計算過程也很繁雜,容易出錯,特別是變螺矩螺紋量規(guī)設計的齒輪配對計算是一個非常耗時間的工作。開發(fā)這套程序來進行檢具的智能化設計,就是基于以上這些原因。
量身定制的功能軟件
該軟件是工程計算軟件,涉及到大量數(shù)據(jù),但考慮到程序的可移植性,我們全部使用了數(shù)組代替?zhèn)鹘y(tǒng)的數(shù)據(jù)庫技術,所以無需額外的支持文件,可執(zhí)行程序編譯為單個文件Mechanic Solution.exe,大小為1.4M左右,在合適的系統(tǒng)環(huán)境下,無需安裝,拷貝即可運行,屬中小規(guī)模“綠色”應用軟件。這套軟件采用微軟先進的開發(fā)工具Visual Studio.Net套裝中的Microsoft Visual Basic.NET軟件開發(fā),采用模塊化結構,根據(jù)對應的國標和廠標,結合本科室設計人員多年的設計經(jīng)驗以及本廠工裝制造水平量身定做,實現(xiàn)了全部要求的功能。
在程序編制過程中,我們靈活地運用了Visual Studio.Net引進的各項新技術,使得程序界面更加生動,使用也更加便利。例如,ErrorProvider是一個錯誤提示控件,用來檢測各文本框的輸入是否符合要求,并及時地給出閃爍的提示符號,使程序運行更加簡練,避免了使用以往常用的popup一樣惱人的消息窗口,并通過編程來控制ErrorProvider的行為,用它來標識一些控件的狀態(tài),如用在radiobutton控件上來標識其點擊狀態(tài),改進了默認設置在湛藍色背景下顯示不清楚的弊端。另外,為配合整體界面方案,采用LinkLabel和Group控件,再結合剛才所提到的ErrorProvider控件實現(xiàn)了傳統(tǒng)的選項卡的功能。
軟件的運行環(huán)境是Windows2000、WindowsXP以上,且需安裝MS.Net Franework通用架構。程序運行時約占內存20M左右,視所打開的子窗口多少變化。程序說明及特點:
1.軟件命名為“aboy solutions:Mechanic Solution”,程序采用MDI框架集成模式,同時打開子窗口的數(shù)量不受限制;
2.包括四大集成模塊:功能量規(guī)設計、光滑極限量規(guī)設計、變螺矩螺紋量規(guī)設計的齒輪配對計算以及錐度芯棒設計,這分別對應了工具欄左側的4個按鈕圖標;
3.中間4個按鈕用于子窗口排列:垂直方向、水平方向排列,層疊以及復原窗口大小,最后一個關閉按鈕具有關閉子窗口和退出整個程序的功能,并收理內存垃圾,它的關閉原則是先關閉當前激活的子窗口,子窗口被關閉時,則退出整個程序;
4.為配合不同人的需要,軟件特意設計了具有同樣功能的英文菜單;
5.狀態(tài)欄有版本信息,便于軟件更新升級,現(xiàn)行版本為V1.3;
6.程序在各項功能上的設計充分體現(xiàn)了人性化設計理念。
軟件各模塊功能
由于檢具設計相當專業(yè)化,設計原則復雜,特別是功能量規(guī)的設計,為避免輸入錯誤,本軟件采用.NET的異常處理機制以及大量聯(lián)動和輸入防錯設計,使軟件運行穩(wěn)定可靠,不會出現(xiàn)“運行時”錯誤。采用框架結構也便于日后增添新的功能,而不破壞程序界面的整體性,故其功能具有可擴展性。下面對各個模塊進行具體闡述:
1.功能量規(guī)設計(GB/T 8069-98)
功能量規(guī)是整個軟件中最為復雜的部分,主要是因為它設計原理復雜,很多人都無法理清其頭緒,比如共同檢驗和分別檢驗的選擇,各項公差的含義和用途,基準類型的正確選用等,以往技術人員進行設計時演算過程通常會寫滿一頁16K的稿紙,因此這項工作是十分頭痛且耗時的。這套軟件就很好地解決了諸如此類的問題。只要進行合適的選取,輸入各項數(shù)據(jù),就可以自動生成檢驗部位、定位部位和導向部位的尺寸以及磨損極限等。

圖1 功能量規(guī)設計模塊運行界面
此模塊大致有兩頁可隨時切換的運行界面,第一步選擇合適的基準類型,運行界面見圖1,基準的選擇是“一個平面和一個中心要素”。程序的最終運行界面見圖2。

圖2 功能量規(guī)設計模塊最終運行界面
在圖2中,待測孔是一組φ15.5mm的螺栓孔,選用廠標自由公差,程序自動根據(jù)我廠的技術標準生成為+0.24/-0.12mm,待測位置度是φ0.4mm,它的定位基準是一個φ20.5H7的定位孔和一個平面。此例中,我們首先在“Data Selecting”頁面中選取了“一個平面和一個中心要素”,切換到“Data&Option”選項卡中,由于檢測工藝已對定位孔另行檢驗,我們可以選擇“依次檢驗”,檢測部位通常采用插銷形式以便于操作,根據(jù)結構需要,我們使用帶臺階的導向結構,由于待測要素和定位要素都是孔,故檢驗部位和定位部位選項我們都選用“外要素”,被測要素自然是“有基準或成組要素”,定位和待測孔的上下公差自動生成。定位孔的上下偏差是按照H7來提供默認值。通過這些必要的設置后,執(zhí)行計算立即在右下角的output窗口顯示相應的計算結果:檢驗部位尺寸、定位部位尺寸、檢驗部位的導向部位尺寸、檢驗部位定向公差、定位部位定向公差、導向部位固定件的定向公差、導向部位臺階的同軸度以及導向部位的配研間隙0.005mm和間隙磨損極限0.037mm。
2.光滑極限量規(guī)(Q/WC 6092-6095 1996)
光滑極限量規(guī)的設計應用更為廣泛,它包括常用的通止端塞規(guī)、卡規(guī)和樣板,甚至是一些量棒也適用此類計算規(guī)則。
本軟件模塊采用國家新的公差和配合標準,除了提供通止端的尺寸和磨損極限外,對于常用的錐柄圓柱塞規(guī)也按照國家標準結構提供詳細尺寸。這些工作在過去采用手工查表計算,相當煩瑣,光是需要查詢的數(shù)據(jù)就多達20多項。由于通常的技術標準數(shù)據(jù)只給出了標準公差帶的參考查詢數(shù)據(jù),對于應用于非標公差的光滑極限量規(guī)只有采用差值法計算才會得到精確數(shù)據(jù),而這項工作對于計算機來說是輕而易舉的。
此模塊的編程工作中遇到大量的數(shù)據(jù)處理問題,由于數(shù)據(jù)的依據(jù)是國家技術標準,數(shù)據(jù)量大,且這些數(shù)據(jù)在使用過程中無需更改,只需一次正確錄入即可,因此,為了保證程序的可移植性,我們沒有使用數(shù)據(jù)庫,使得軟件的使用更為簡練。運行界面見圖3。

圖3 光滑極限量規(guī)運行界面
由圖3可知,軟件分輸入?yún)^(qū)(左側)和輸出區(qū)(右側)兩部分,數(shù)據(jù)輸入也很簡單,通常只需要提供基本尺寸和公差帶代號,上下偏差可選擇國標或廠標自動生成,但非標公差需手動輸入,其他選項都有默認設置。這也是這套軟件的通用風格,用戶根據(jù)需要做少許改動即可。軟件同樣對輸入數(shù)據(jù)提供錯誤檢測,其他模塊一樣完善。輸出結果為通止端尺寸、通端磨損極限和錐柄圓柱塞規(guī)選用的手柄型號及標準。我們在進行非標公差帶塞規(guī)設計的計算時,應該選用插值法,只需選中“Caluate Option”中的”使用插值法”選項即可,相比手工計算更方便、準確。輸出區(qū)的量規(guī)結構示意圖隨著量規(guī)用途而改變,用戶可選擇孔用或軸用,對應的示意圖就是塞規(guī)或卡板形式。對于最常用的錐柄圓柱塞規(guī)按照國家標準給出了詳細的結構尺寸,供參考。另外,對有特別精度要求的用戶,軟件允許改變輸出結果的精度,這通常適用于非標公差的量規(guī)設計。
3.變螺矩螺紋量規(guī)齒輪配對計算
螺紋量規(guī)的設計通常要求消除間隙,為此,一般是設計成變螺矩螺紋量規(guī),在制造過程中需要提供一組嚙合齒輪的配對參數(shù)。齒輪配對計算相當復雜,它是一個篩選計算,就是根據(jù)所給的理想傳動比,通過篩選法進行精確匹配,以找到合適的齒輪齒數(shù),每組4個(Z1、Z2、Z3和Z4),計算傳動比的公式為z=(Z1×Z2)/(Z3×Z4),篩選計算公式為:
︱z-理想傳動比︱≤允差
其中允差即匹配計算的精確度,由程序或人為控制默認設置為0.0001,注意,如果程序未能匹配出任何結果,說明設置的允差太小,應適當增大再重新計算。此模塊運行界面見圖4。

圖4 齒輪配對計算模塊運行界面
圖4中選擇了快速計算,就在549081組數(shù)據(jù)中找到符合要求的匹配數(shù)據(jù)共40組,每組數(shù)據(jù)傳動比與設定的3.56相差不超過0.001。程序推薦了最為精確的一組數(shù)據(jù),具體選用還需考慮實際情況,比如現(xiàn)有加工條件無法提供所需的齒輪齒數(shù)等。計算結束后,用戶雙擊任意一行數(shù)據(jù),程序會顯示此組數(shù)據(jù)的計算結果。程序所完成的工作量很大,如果手工計算大概需要半天的時間,而且不可能做到如此精確。此軟件模塊在工裝設計工作中得以應用,節(jié)約了大量寶貴時間,獲得了很好的效果。
4.錐度芯棒設計
帶有錐度的芯棒作為輔助測量工具,在協(xié)配件檢驗時經(jīng)常用到,因為工件上有中心孔,無法直接固定在頂針上,比如,對齒輪端面跳動的檢測,就需要借助芯棒來將它定位在工作臺上回轉檢測。錐度芯棒必須具備的幾個特點是:首先芯棒必須具有良好的制造精度,特別是對兩端中心孔的跳動;其次還必須要和工件精密配合以消除配合間隙,提高測量精度。芯棒的設計原理并不復雜,但手工計算通常令人頭昏腦脹,利用計算機快速精確地計算就有很大的優(yōu)勢。該程序模塊的運行界面見圖5。
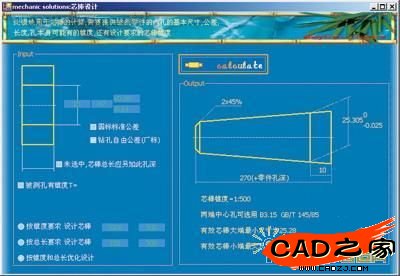
圖5 芯棒設計模塊運行界面
由圖5可知,程序是根據(jù)所提供的被測孔的尺寸、被測孔可能有的錐度以及孔深要求進行設計,程序設置有3種設計模式,按錐度、按總長或者按錐度和總長進行優(yōu)化設計,圖中就是選擇的優(yōu)化設計方案,它是在錐度1∶3000到1∶500之間、長度150~300mm之間進行匹配,計算結果是錐度1∶2200、總長為200mm的芯棒符合要求。輸出窗口給出了一些必要的尺寸,如距大端10mm處的尺寸、芯棒長度和錐度,制造的芯棒就是檢測這3個尺寸來保證精度,芯棒的制造公差0.025mm是根據(jù)我廠的實際制造水平來定。程序還提供了一些參考的輔助尺寸,如大端余量尺寸10和倒角以及推薦使用的兩端中心孔的型號等,這些尺寸可以改變,但總長也應進行相應的縮短或加長。值得注意的是,用戶可以利用軟件計算的方便快捷,不斷調整設計參數(shù),直到計算結果更合理。
結語
綜上所述,檢具設計智能化軟件是為我公司的工裝設計工作量身定做的一套實用軟件。該軟件不僅做到了與我們的設計工作要求相符合,在很多技術方面結合公司的實際情況和制造水平,還很好地融入了我們多年的工裝設計經(jīng)驗。目前,該軟件已經(jīng)在相關部門推廣使用,得到了一致好評。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF