機械制造業是國民經濟的支柱產業。隨著制造業現代化的需要,正向高質量、高效率、低成本、柔性化和自動化方向發展。CAPP在計算機輔助設計與制造以及企業信息化建設中,起著重要作用。CAPP系統的應用,更是實現CAD/CAPP/CAM集成的關鍵。傳統的CAPP系統以零件為主要對象,強調對零部件幾何與工藝信息的獲取,和對零部件制造信息的輸出,但難以覆蓋產品的全部零件。交互式CAPP系統,根據工藝過程沒計的特點和工藝人員編制工藝時的思維模式,采取“以人為中心,人機結合”的原則,建立起人機結合的交互式CAPP系統。
1 交互式CAPP系統分析
1.1 系統特點分析
交互型系統是按照不同類型零件的加工工藝需求,以人機對話的方式,完成工藝規程設計的系統。工藝設計人員根據屏幕上的提示,進行人機交互操作,形成所需的工藝規程。它比綜合式CAPP系統更靈活方便,將一些經驗性強、模糊的、難確定的問題留給用戶,簡化了系統的開發難度,有可能開發出較通用的系統。
交互式CAPP系統與其他傳統CAPP系統相比,具有如下特點:
(1)開放性。軟件的結構開放,工藝人員可以根據不同的需要定義不同的工藝信息,建立工藝知識庫、工藝規則庫等。
(2)智能性。交互式工藝設計不應是單純的工藝表格填寫,而應是在數據庫技術支持下,以工藝知識庫,工藝規程庫為基礎,實現工藝設計的智能化、規范化和標準化。
(3)交互性。采用交互式技術,充分利用各種典型工藝知識和工藝數據庫,既可方便工藝設計,又能便于知識獲取。實現經驗的繼承應用,采用人機交互,把工藝人員綜合到整個系統中去,充分利用、發揮工藝人員的智能優勢。
1.2系統模型分析
交互式CAPP系統(又稱檢索式CAPP系統)。采用以人機交互為主的工作方式,操作人員在系統的提示引導下,回答工藝設計中的問題,對工藝過程進行決策。因此這種CAPP系統工藝過程設計的質量對人的依賴性很大。
(1)零件信息模型的建立。零件信息模型是計算機內部對零件信息的描述與表達方式,是計算機進行零件設計、工藝決策、工序尺寸鏈計算、工序圖生成、道具路徑規劃、NC程序生成以及加工過程仿真等的依據和核心。在這個模型中,要求能對零件信息進行輸入以及維護。
(2)工藝數據庫的建立。CAPP系統需要調用大量相關聯的工藝數據,工藝數據庫是CAPP系統的基礎平臺。交互式CAPP系統,又可以將傳統的零件工藝設計經驗保留下來,再根據具體的應用場所,對工藝進行編輯,從而形成零件實用的工藝。這就要求工藝數據庫的合理建立,工藝數據庫作為CAPP系統的支撐工具,它包含了工藝設計所需求的所有工藝數據和規則,從某種意義上說,生成工藝過程,可以看作是對工藝數據進行操作與管理的過程。
(3)工藝決策信息模型。工藝決策信息模型是工藝決策知識的一種表達結構。通過大量零件工藝規程的知識經驗建立一個工藝知識庫,通過成組技術把零件編碼分類,建立一個典型零件工藝規則庫,給出相應的工藝規則數據,建立一個計算機輔助工藝規則的決策系統。
(4)零件工藝信息模型。工藝信息模型是對CAPP系統各個設計階段的中間結果和最后的結果的描述與表達,是工藝文件的計算機內部表達形式,也是上述各個設計階段之間信息交換的依據。
在工藝信息模型中,可對不同的零件信息進行檢索,根據檢索出的標準工藝進行交互工藝的編輯,如添加、刪除、插入和移動某些工序等,從而形成的最終的實用工藝。
形成工藝文件后,能夠對工藝文件進行審核、批準等流程方面的規范化,以及最終輸出由工藝過程卡和工序卡相結合的工藝文件。
(5)工具集管理。對交互式CAPP系統中所需的工具進行統一的管理,如刀具、工夾具、量具等。

圖1 各種模型在工藝決策中的作用
1.3工作流程分析
(1)通過系統權限的建立,進行用戶和角色的設計。
(2)通過工藝知識庫的建立,綜合工藝標準庫和實例庫,最終形成工藝數據庫體系。
(3)通過零件信息多種匹配規則,檢索出符合的工藝信息。
(4)對零件工藝信息進行編輯,方式有刪除、添加、插人和移動工序或工步信息等,并保存編輯的零件工藝結果。
(5)對零件的最終工藝信息進行審核、標準化、會簽、批準,并最終輸出工藝文件用于指導生產加工。
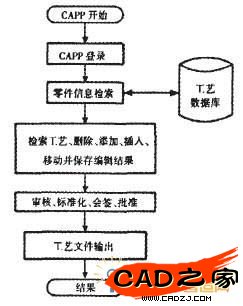
圖2 交互式CAPP系統工作流程圖
2交互式CAPP系統設計
2.1 系統結構設計
根據交互式CAPP系統的功能需求,可將系統分為6大模塊,分別為:系統用戶管理模塊;零件編碼管理模塊;工藝數據庫模塊;零件信息管理模塊;零件工藝管理模塊以及工具集管理模塊。系統總體結構如圖3所示。
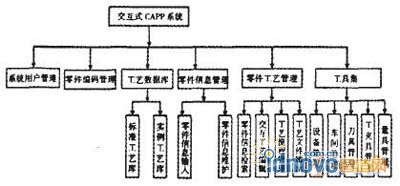
圖3 交互式CAPP系統結構圖
2.2系統功能模塊設計
2.2.1系統用戶管理模塊
主要管理交互式CAPP系統的操作用戶極其權限,這是系統能夠有效、穩定運行的保證。
2.2.2零件編碼管理模塊
根據成組技術,對零件進行分類編碼,形成零件的分類編碼管理系統。零件的分類編碼系統就是用數字、字母或符號對零件各有關特征進行描述和標識的—套特定的法則和規定。
2.2.3工藝數據庫模塊
工藝數據庫要能實現數據共享,即作為按不同性質建立起來的各個數據庫文件,必須能被任一決策規則訪問。
(1)標準工藝庫。存放典型零件的工藝。在零件編碼管理模塊中,對相似零件進行了分類編碼,則根據分類編碼,對某類典型零件進行工藝設計,并將其存放在標準工藝庫中。典型零件的工藝管理是整個CAPP系統的重要環節。而該環節中最主要的工作是文件的更新和補充。
(2)實例工藝庫。在輸出某個零件的工藝過程卡后,可對該零件的工藝保存入到實例工藝庫。當形成了實例工藝庫后,對于將來形成某個具體零件的工藝時,則可先到標準工藝庫中查找,若沒有,則可以到實例子工藝庫中查找,從而形成更精確的工藝。
2.2.4零件信息管理模塊
對零件信息進行管理,包括如下子模塊:
(1)零件信息輸入。零件信息屬性包括零件圖號、零件名稱、工藝路線號、產品和部件編號、毛皮類型、零件編碼等。
(2)零件信息維護。主要是實現對零件信息的刪除以及修改功能,以達到零件信息及時更新。
2.2.5零件工藝管理模塊
零件工藝管理模塊,主要是形成零件的具體工藝以及最終輸出工藝文件,主要包括如下子模塊:
(1)零件信息檢索。根據輸入的零件編碼信息,在工藝數據庫中檢索出該類零件的標準工藝。同時可實現對零件信息查詢等功能,其中包括模糊匹配、精確匹配以及復合式匹配。
(2)交互工藝編輯。在上個子模塊中,通過零件信息檢索出零件的標準工藝,則在該子模塊中,根據具體的零件應用,對標準工藝進行編輯,包括添加、刪除、插入和移動工序,從而形成該零件的加工工藝。
(3)工藝流程管理。對加工工藝過程卡進行審核、標準化、會簽以及批準等。
(4)工藝文件輸出。輸出工藝過程卡、工序卡以及工步卡等。
2.2.6工具集模塊
工藝數據及管理系統,工藝尺寸鏈的計算。包含了加工中要用到的各種工藝裝備(簡稱工裝),主要設計包括如下子模塊:
(1)設備管理。主要實現對設備信息的管理,包括設備信息的增刪改等功能。
(2)刀具管理。主要實現對刀具信息的管理,包括刀具信息的增刪改等功能。
(3)工夾具管理。主要實現對工夾具信息的管理。包括工夾具信息的增刪改等功能。
(4)量具管理。主要實現對量具信息的管理,包括量具信息的增刪改等功能。
2.3概念模型設計
概念模型是現實世界的抽象反映。不依賴于具體的計算機系統,是現實世界的機器到機器世界的一個中間層次。最常用的概念模型是實體一聯系方法(Entity—Relationship Approach)。該方法用E—R圖來描述。因此,也稱實體一聯系模型,簡稱為E—R模型。
交互式CAPP系統中工藝設計的E—R圖如圖4所示。
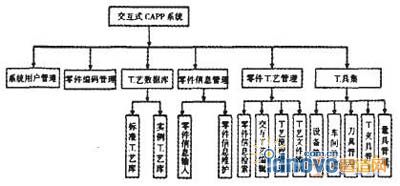
圖4 交互式CAPP工藝設計E—R圖
2.4開發工具的選擇
本系統設計為客戶端/服務器端的結構應用程序。客戶端采用Microsoft Visual Studio.NET 2008作為前端開發工具,采用ADO數據庫訪問接口,后臺采用Microsoft SQL Server2005數據庫。系統運行環境為Windows XP。
(1)采用VS2008的優勢,在于擁有強大的集成開發環境,如可視化、交互式的開發環境,方便的程序跟蹤和調試環境。
(2)SQL Server2005數據庫具有完善的關系數據庫管理機制,支持大規模的數據運算,完全能夠滿足的數據處理要求。
(3)ADO(Active Data Object)對象模型是微軟公司提供的數據庫訪問接口,易于學習和編程,ADO具有大多數通用應用程序的功能集,使程序員能夠快速生成功能強健的應用程序。
3關鍵模塊的設計
3.1 編輯模塊的設計
交互式CAPP系統編輯模塊數據流程圖如圖5所示。
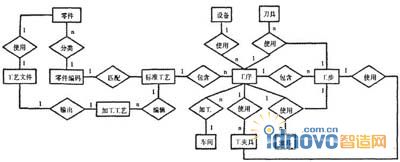
圖5 編輯模塊數據流程圖
根據零件信息,在工藝數據庫中檢索出工藝信息,其界面截圖如圖6。
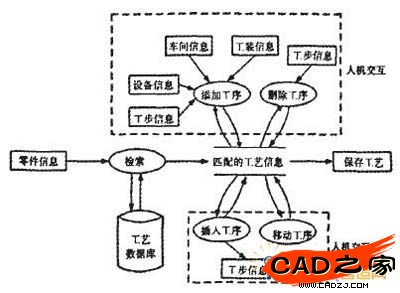
圖6 工藝信息檢索界面
由圖6可知,對予交互式CAPP系統,其交互式工藝編輯模塊設計如下。
3.1.1添加工序
針對零件的具體加工極其應用,增加某些工序,以及相應的工步信息,同時確定相應的加工設備、加工車間以及工裝信息,比如刀具信息(切削參數、切削速度等)、盒具信息以及工夾具信息等。在此注意的是,若對于某道工序,不需要添加工步,只有工序信息即可滿足加工要求,則其工裝信息等匹配在相應的工序條件下。
(1)僅對工序添加工步信息。對于標準工藝,各個工序均基本滿足要求,而此時只要對某道或多道工序添加工步信息,即可滿足要求。此時改動也較小,同時可提高制作加工工藝的效率,其界面截圖如圖7。

圖7 僅添加工步信息界面
(2)添加完整工序。完全添加工序信息,同時添加對應的工步信息。界面如圖8。
圖8 同時添加工序和工步信息界面
3.1.2刪除工序信息
對于某些不必要的工序信息進行刪除,與此同時刪除對應的工步信息。
(1)僅刪除工序中的工步。對于有些工序信息,僅需要刪除對應的某幾道或多道工步即可滿足加工要求。
(2)完全刪除工序信息。完全刪除工藝路線信息中的某道或多道工序信息,同時車間、設備以及工裝信息(刀具、工夾具以及量具信息)等都會被刪除。
刪除工序信息界面截圖如圖9。
圖9 刪除工序信息界面
3.1.3插入工序信息
在某兩個工序之間插入認為必要的工序。在插人工序信息尤其要注意加工順序,適當的位置插人工序,能使加工順序更完善。同時可提高加工的效率,比如兩次相近的加工工序,則可建加工換刀或量尺寸的次數。
3.1.4移動工序
通過界面上的上移和下移,按鈕圖標可以移動工序。移動工序時,更應注重設備以及工裝等的安排,合理的安排移動加工順序,也可提高工藝加工的效率。
交互式工藝的編輯模塊的設計中,采用人機交互的方法,在標準工藝的基礎上,有人為的來決定如何更改當前的工序,從添加工序、刪除工序、插入工序以及移動工序等多種編輯方式中選擇,從而形成加工工藝。其工作的程序流程圖如圖10。
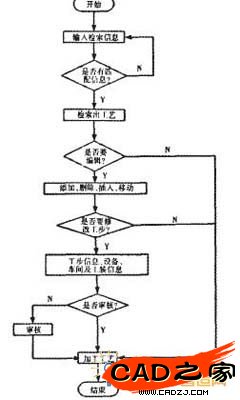
圖10 編輯模塊程序流程圖
3.2工藝文件設計
由以上交互式工藝設計零件的標準工藝,再通過添加、刪除工序或工步,以及插入及移動工序等方法,由工藝編輯模塊設計出零件的加工工藝。對于生成的加工工藝,進行工藝文件的流程管理,即通過審核、標準化、會簽以及批準等項的設置后,即可輸出工藝文件,其界面截圖如圖11。
圖11 工藝文件設計界面
4結束語
交互式CAPP系統廣泛應用于國內各大中小型企業中。在實際應用中體現出了操作簡單、交互性強以及穩定性好等優勢,同時提高了工藝的設計質量和生產加工效率。利用基于ASP.NET的C﹟語言進行程序模塊開發,有較友好的工藝設計和交互界面,可方便地對零件的工藝信息進行編輯或保存。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF