本文以AutoCAD2006為平臺,VC++.NET為開發環境,結合AUTODESK公司推出的Object—ARX2006二次開發工具,根據中國第二重型機械集團鑄造分廠的大型鑄鋼件鑄造工藝要求,采用參數化設計的方法,進行針對大型鑄鋼件的鑄造工藝CAD系統的開發。此工藝CAD系統在實際運用中,改變了
人工紙板繪制工藝和手工查閱鑄造手冊的狀況,加快了新產品的開發速度,提高了其市場競爭力。工藝人員通過計算機輔助設計繪圖,并運用此工藝CAD系統進行鑄造工藝設計,減輕了勞動強度,提高了工藝設計效率。
1 大型鑄鋼件鑄造工藝CAD系統的設計
大型鑄鋼件鑄造工藝CAD系統是一個基于AutoCAD的二次開發系統,對大型鑄鋼件的鑄造工藝CAD系統應施行模塊化設計。首先,要規劃好系統的結構。本文把鑄造工藝CAD系統大致上分為六大模塊:澆注系統、冒口系統、冷鐵系統、砂芯系統、輔助系統、工藝參數系統。整個系統的結構如圖1。每個系統模塊完成所對應的大型鑄鋼件鑄造工藝過程,整個鑄造工藝CAD系統涵蓋大型鑄鋼件鑄造工藝設計的全部流程。

圖1 鑄造工藝CAD系統結構圖
2 開發工具與開發環境
一個CAD系統所支持的各種程序設計語言統稱語言開發環境。語言開發環境是CAD系統開放式結構的一個重要組成部分,它可以將高級語言的運算、判斷及字符處理功能和CAD系統的圖形處理功能有機地結合起來,從而為CAD系統的二次開發提供強大的工具。
基于AutoCAD2006平臺,以ObjectARX2006為開發工具,開發環境為VC ++. NET2002。Object-ARX的最大特點是引入了面向對象的編程思想,提供了大量的類庫,而且ObjectARX生成的是動態鏈接庫,共享程序地址空間,相比之前通過IPC(進程間通信)進行交互, Obj ectARX開發的系統效率更高,有更好的控制能力。ObjectARX支持與Microsoft的基礎類庫(MFC)的混合編程,使得開發者能夠創建基于MFC的用戶界面,其外觀和內建與AutoCAD的用戶界面完全相同,與其它應用程序如ADS和Lisp相比,ObjectARX充分利用了Windows的現有資源,可以方便、高效和可靠地設計出具有典型Windows風格的AutoCAD應用程序。
3 系統的開發與實現
大型鑄鋼件鑄造工藝CAD系統的二次開發過程中,冒口系統、冷鐵系統、砂芯系統及輔助系統中的吊把和鐵芯頭、鐵芯座、都采用參數化設計方法進行設計。參數化設計方法就是指在保持圖形結構的拓撲關系不變的情況下,通過設置相應的參數來控制圖形的幾何尺寸大小,部分參數值的改變可以導致設計圖形的自動修改。這種設計方式顯著地改善了圖形設計的重構能力和設計柔性。
3.1 大型鑄鋼件窗口系統設計
普通鑄鋼件的冒口尺寸設計一般采用普通模數法計算,取冒口模數Mr=(1.1~1.2)Mc(鑄件模數),并由補縮效率η=14%~20%來驗證。為了確保大型鑄鋼件的質量,Mr往往要取上限,但這樣可能會造成相當大的浪費。故在二次開發中對于大型鑄鋼件采用動態模數法:在冒口一鑄件凝固體系中,冒口不斷地向鑄件補縮,使得Mr和Mc處于動態變化狀態。當鑄件凝固結束時,鑄件的實際體積增加到Vc+εVc,冒口的殘余體積減少到Vc-εVc。因此,這時它們的確切模數分別為:
從理論上講,當
![]() 時,冒口與鑄件凝固時間相等,而在凝固結束以前Mr均大于Mc,鑄件可得到充分補縮。按此原則制定冒口尺寸是最經濟、合理的。
時,冒口與鑄件凝固時間相等,而在凝固結束以前Mr均大于Mc,鑄件可得到充分補縮。按此原則制定冒口尺寸是最經濟、合理的。
大型鑄鋼件多為單批或小批生產,且制作冒口需花費大量的木材和工時。所以二重鑄造廠將冒口尺寸進行標準化和系列化,這樣就可以充分的發揮冒口模型的使用價值,節省大量的人力,物力。在用鑄造工藝CAD系統繪制冒口時,我們根據大型鑄鋼件的結構和工藝流程,確定冒口的尺寸和類型,點擊所需類型的冒口圖標,以圓形明冒口為例,在編輯框中輸入冒口的尺寸參數、視圖類型及冒口線型,并根據需要計算出冒口重量和冒口模數。參數設置完畢后,點擊“開始繪制冒口”按鈕,進入冒口繪制階段,此時,工藝人員用鼠標選取冒口放置平面及方向,系統自動生成冒口的3種視圖,并自動標注尺寸。圓形明冒口設計界面如圖2所示。
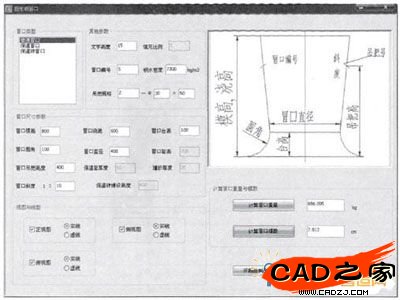
圖2 圓形明冒口設計界面
3.2 大型鑄鋼件澆注系統設計
大型鑄鋼件幾乎都是采用漏包澆注,設計步驟為:首先計算澆注時間和平均壓力頭,并運用流體力學公式計算阻流截面積,然后選擇截面比計算各單元截面積,并結合澆道結構和截面參數設計各個澆道。
根據二重鑄造廠大型鑄鋼件的鑄造工藝要求,澆注系統分為3部分:單層澆注系統、多層澆注系統和冒口補澆多向澆注系統,其中每個部分又分為俯視和側視兩種視圖方式。以單層澆注系統為例,首先計算出直澆道、橫澆道和內澆道的截面尺寸和道數,然后在繪制俯視圖時,鼠標點擊各澆道的放置位置,程序自動生成各個澆道并進行標注。繪制側視圖時,在編輯框中輸人澆道尺寸參數,點擊“開始繪制”按鈕,自動生成側視圖,再用鼠標點擊確定放置位置。澆注系統單層側視圖設計界面如3所示。

圖3 澆注系統單層側視圖設計界面
3.3 大型鑄鋼件冷鐵系統設計
大型鑄鋼件壁厚較大,凝固時的液態收縮與凝固收縮值也較大,單靠冒口往往不能充分補縮鑄件,所以普遍使用冷鐵。冷鐵按在鑄型中所處的位置可分為內外兩種:外冷鐵設置在砂型表面;內冷鐵設置在相當鑄件熱節部位的型腔之中。在實際的冷鐵設計中,應根據生產設計經驗調整冷鐵尺寸參數和布置方式,以更有效地滿足工藝要求。
根據二重鑄造廠大型鑄鋼件的鑄造工藝要求,將冷鐵系統分為規則外冷鐵、不規則外冷鐵和內冷鐵3種。以規則外冷鐵為例,先依據激冷區的鑄鋼件的結構,計算出所需的外冷鐵的尺寸、塊數和擺放位置,然后再在對話框中設置外冷鐵尺寸參數、塊數、線型和繪制方式。點擊“開始繪制”按鈕,用鼠標選取放置外冷鐵的矩形區域,系統自動按要求完成外冷鐵的繪制并自動標注。規則外冷鐵設計界面如圖4所示。
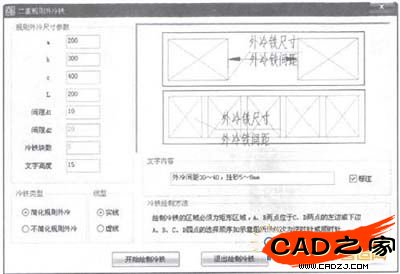
圖4 規則外冷鐵設計界面
3.4 大型鑄鋼件其他s藝CAD系統的設計
其他的一些常用的鑄造工藝,如繪制分型線、分模線和分型負數等功能都包括在鑄造工藝CAD系統中,工藝人員可以很方便地運用鼠標來指定位置,系統自動生成相應的工藝符號與參數。在工藝卡的繪制中,系統采用ODBC(開放數據庫互連)技術,將工藝卡中的信息儲存在數據庫中,工藝人員依據不同鑄鋼件的工藝要求,方便地改寫工藝卡,自由拖動技術能使工藝員拖動工藝卡放置在任何合適的位置上,工藝卡的設計界面如圖5所示。以上功能的具體實現,限于篇幅,本文不再詳述。
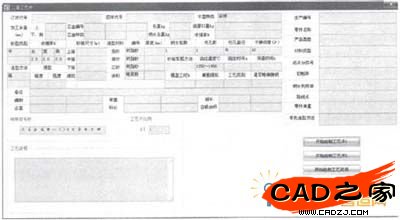
圖5 工藝卡設計界面
4 應用實例
以二重鑄造廠設計的上支撐軸承座為例。該鑄鋼件的最大外輪廓尺寸為1 266 mm X 610 mm X 1 172 mm,重3 252 kg,屬于中等復雜程度的較大型鑄鋼件,且其鑄造工藝較典型。設計步驟如下。
根據鑄鋼件結構特點和技術要求,確定澆注位置,利用澆注系統設計模塊,計算出直澆道、橫澆道和內澆道的直徑,在主視圖和側視圖上完成澆道的繪制。在軸承座長邊側面進行分型,繪制分型線并標出上下型。
通過特殊加工量與分型負數模塊,確定工藝參數值,在鑄件圖上選擇繪制位置,完成繪制,并將需鑄死的位置繪制鑄死符號。根據軸承座中空位置的尺寸大小確定砂芯的尺寸與間隙,并繪制砂芯引氣和砂芯固定符號。根據鑄鋼件熱節的大小和位置及最后凝固部位的體積和表面積,計算出鑄鋼件的模數,由此確定冒口的模數,然后根據鑄造工藝要求選擇圓形保溫明冒口,選擇冒口放置位置并完成繪制。在軸承座外壁較厚部位上放置外冷鐵,然后將繪制好的鑄造工藝圖和工藝卡打印輸出。工藝設計最終結果如圖6所示。
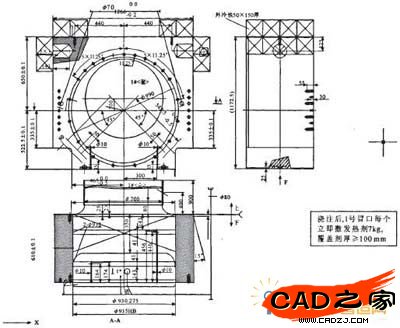
圖6 上支撐軸承座鑄造工藝圖
5 結論
以AutoCAD2006為平臺,VC++.NET2002和Object2006為二次開發工具,針對大型鑄鋼件的鑄造工藝要求開發了鑄造工藝CAD系統。此系統的功能包括了大型鑄鋼件鑄造工藝設計的全部流程,并以工廠實際需要建立了冒口、鐵芯頭鐵芯座和工藝卡等數據庫。通過尺寸驅動方式,工藝人員經過簡單的操作可快速準確地進行鑄造工藝設計,減輕了其工作強度,提高了工作效率
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF