壓鑄是近代金屬加工工藝中發(fā)展較快的一種高效率、少無切削的金屬成型精密鑄造方法。與其他鑄造方法相比,由于壓鑄工藝的生產流程短、工序簡單而集中,不需要繁多的設備和龐大的工作場所,且鑄件質量優(yōu)、精度高、表面光潔度好,所以不僅可以節(jié)省大量的機械加工工序、設備和工時,而且具有金屬工藝出品率高,節(jié)省能源、節(jié)省原材料等優(yōu)點,所以壓鑄是一種“好、快、省”的高經濟效益的鑄造方法。目前,壓鑄這種工藝方法已廣泛應用在國民經濟的各行各業(yè)中,如兵器、汽車、摩托車和航空航天行業(yè)的產品零部件,以及電器儀表、無線電通信、電視機、計算機、農業(yè)機具、醫(yī)療器械、洗衣機、電冰箱、鐘表、照相機、建筑裝飾和日用五金等各種產品零部件的生產方面。
現在我國生產的一些壓鑄件,最小的只有幾克,最大的鋁合金鑄件重達50kg,最大的直徑可達2m。一些國家則依靠技術進步促使鑄件薄壁化、輕量化,因而導致以往以鑄件產量評價一個國家鑄造技術發(fā)展水平的觀念發(fā)生了根本性的改變,轉而用技術進步的水平作為衡量一個國家鑄造水平的重要依據。而鑄件質量的好壞最終取決于壓鑄模結構設計、澆注系統(tǒng)設計以及排溢系統(tǒng)(包括抽真空)設計是否合理。
圖1所示殼體屬于多筋類零件,成型非常困難,因此對該模具的設計提出了更高的技術要求。在優(yōu)化該模具結構的基礎上,筆者通過應用華鑄CAE軟件進行模擬流動分析,最后得到了一個合理的流動設計方案,并在此基礎上通過采用溢流排氣系統(tǒng)來減少壓鑄缺陷,從而保證了鑄件的質量和外觀。

一、鑄件工藝分析
該下蓋鑄件最小壁厚=1.2mm,易造成鋁液填充不良,成型困難,使鋁合金熔接不好,鑄件表面易產生冷隔等缺陷,并給壓鑄工藝帶來困難。
該零件材料為鋁硅合金,除鋁以外的雜質總量≤0.6%,抗拉強度≥345MPa,屈服強度≥180MPa,延伸率≤1.6%,硬度HBS≤160,外觀鋁錠為銀白色,產品壓鑄成型后表面應平整光潔,粗糙度達到圖樣規(guī)定的要求,不得有影響該產品外觀和裝配的變形、裂紋和錯邊,非加工表面不得有嚴重的流痕、拉傷、冷隔、縮陷、氣泡、飛邊、欠鑄和多肉等工藝缺陷。
該零件斜度的作用是減少鑄件與模具型腔的摩擦,容易取出鑄件,保證鑄件表面不拉傷,從而延長壓鑄模使用壽命,故將其脫模斜度設定為外表面 (單邊) 3°,內表面(單邊)4°,芯銷孔 (單邊)3°。在壓鑄件的連接處采用適當的圓角(3) 過渡,避免零件上因沒有圓角的存在而產生應力集中導致開裂,可以延長壓鑄模的使用壽命,不因模具型腔尖角的存在而導致崩角或開裂。
為了不影響產品外觀,決定采用如圖1所示的側澆口進料,通過排溢系統(tǒng)進行抽真空,加快鑄件的完整成型和收集料流前鋒的雜質和冷料等,從而大大減少氣孔和夾渣等現象的產生,確保鑄件成型質量優(yōu)良及其外觀。
壓鑄成型工藝條件為:收縮率為0.55%,壓室直徑為95mm,每模周期為40s,低速壓鑄速度為(0.26±0.05)m/s,高速壓鑄速度為(2.1±0.2)m/s,高速壓鑄起點位置為(260 ±20) mm,鑄造壓力為(67.7±1.9)MPa,料餅厚度為(20±5)mm,湯溫為(660±20)℃,留模時間為(13±2)s,模溫為(160±20)℃。
二、模具結構設計
1.分型面的選擇
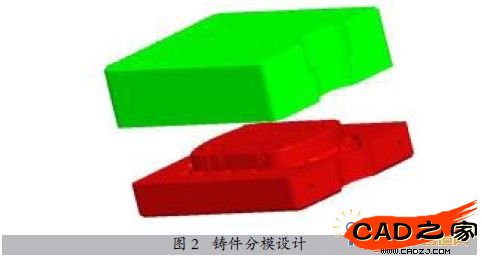
分型面是壓鑄模具動模和定模的接合面,主要根據鑄件的具體結構確定。分型面在鑄件上會留下痕跡,該痕跡稱為分型線。因此在選擇分型面時,要充分考慮一些注意事項,以避免由于分型面的選擇不當所造成的不良影響。在綜合考慮鑄件順利脫模、澆口布置和模芯的機加工工藝性等幾方面因素的前提下,最后決定采用如圖2所示的分模設計方法。
2.澆注系統(tǒng)及排溢系統(tǒng)的設計
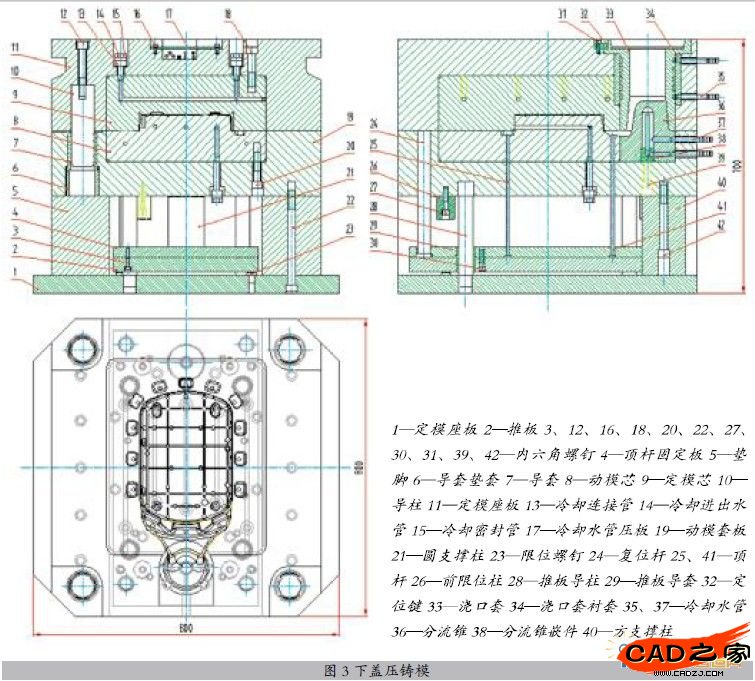
該模具采用1模1腔結構,由于鑄件正反面都有加強筋,成型又非常困難,只能開設3個大截面?zhèn)葷部谶M料,采用分流錐導流,且分流錐與澆口套采用6°錐度研配,料餅厚度約為23mm。整個澆注系統(tǒng)是由直澆道、橫澆道與內澆口三部分組成,橫澆道截面形狀大體為扇形,根部及角落處需倒圓角以進行更好地引流。橫澆道和內澆口分別開設在動、定模芯上,為了保證鑄件成型完全,盡量采用較大截面的內澆口。通過運用華鑄CAE軟件進行流動分析,最后得到如圖3所示最佳的測澆口數量與位置,合理的流道系統(tǒng)形狀和排布位置,并對模芯尺寸、內澆口尺寸和直橫流道尺寸等進行優(yōu)化設計,最終得到一種切實可行的流動設計方案。
為了改善壓鑄件內部組織和減少壓鑄缺陷,最后決定在產品末端開設溢流槽(圖3),其后又開設排氣槽并進行抽真空處理,以便能及時排出型腔中的氣體、氣體夾雜物、涂料殘渣及冷污合金等,作為保證鑄件質量和消除某些壓鑄缺陷的重要措施之一。排氣槽設在分型面及溢流槽的尾部,排氣槽深度≤0.4mm,寬度為10mm,并且采用曲折排氣槽進行排氣,以防溢流,同時鑄件還可利用模芯和鑲塊的配合間隙以及頂桿與頂桿孔的配合間隙進行排氣。
3.脫模機構設計
為了順利頂出鑄件,在該模具下端面周向均勻設置頂桿進行頂出。整個脫模機構采用復位桿(圖3中24)進行復位,通過推板導柱(圖3中28)和導套(圖3中29)進行導向定位。同時,依靠限位螺釘(圖3中23)和前限位柱(圖3中26)進行限位,并且加工時必須保證4個限位螺釘和4個前限位柱分別等高,以保證鑄件頂出時平穩(wěn)可靠。
4.模溫調節(jié)系統(tǒng)設計
該模溫調節(jié)系統(tǒng)主要根據動、定模芯的結構特點以及模具元件的分布來布置水道。為了避免冷卻水道與相關的模具元件不發(fā)生干涉,且不影響其冷卻效果,決定采用如圖3所示的一進一出的冷卻水道,以增加其冷卻效果。水道直徑為10mm,并在動、定模芯進水口與出水口處安裝銅制冷卻水管,而模具上所有冷卻水管全部集結在壓鑄機的鋼制積水包上。為防止分流錐處熱量過于集中,在分流錐 上采用如圖3所示的分流錐嵌件(圖3中38)進行導流冷卻處理。分流錐(圖3中36)與澆口套(圖3中33)的冷卻水道直徑為8mm,均為一進一出的冷卻水路。同時,合模前壓鑄機噴淋裝置會自動噴冷卻液來冷卻模具。
5.模具結構及工作過程
該模具屬于兩板模,其最大外形尺寸為800mm×800mm×700mm,模架定制。根據鎖模力大于脹型力的設計原則,以壓鑄模厚度和允許開模距離為依據,最后決定選用UBE900t壓鑄機。模具所有活動部分保證定位準確,動作可靠,不得有任何歪斜和卡滯現象,固定零件不得有相對竄動,其結構如圖3所示。
模具工作過程為:動、定模合模,熔融鋁液通過湯勺(其規(guī)格為2.1Kg)注入模具澆口套(圖3中33)中,通過壓鑄機的沖頭將鋁液壓入密封型腔內,經保壓、冷卻后,開模。開模時,動、定模分開,到達設定開模行程400mm后,壓鑄機頂出油缸開始工作,模具頂出機構在裝有油缸的壓鑄機頂桿帶動下將鑄件從動模芯(圖3中8)中頂出,當運動到設定頂出行程40mm后取出鑄件(含定模側的流道、積渣包及氣道中的凝料)。接著壓鑄機噴淋裝置會自動噴冷卻液來冷卻模具,隨之動、定模合模,壓鑄機頂出油缸帶動模具頂出機構復位,一個壓鑄周期也隨之完成。
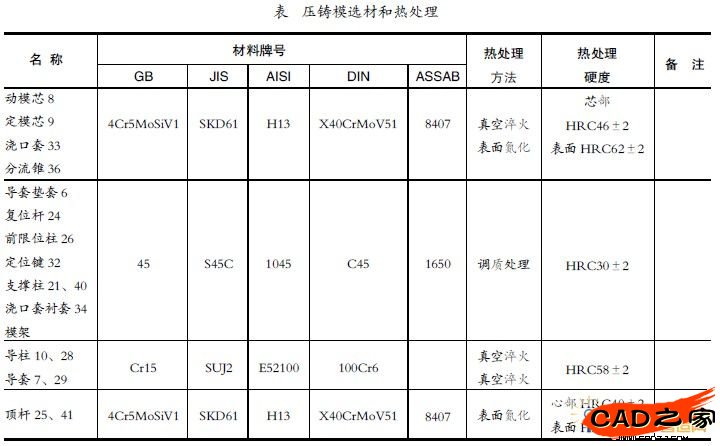
三、壓鑄模選材和熱處理要求
在進行壓鑄模具設計時,選材非常重要,如果模具材料選擇得不恰當,很可能會影響模具的使用壽命和工作效率,因此,必須嚴格按照制造工藝合理選擇模具材料。材料選擇好后還必須制訂嚴格的熱處理方法和硬度,如果熱處理不當,很可能導致模具壽命急劇下降,從而影響公司的正常生產,如表所示。
四、模具組裝技術要求
壓鑄件尺寸精度的高低主要取決于模具的組裝技術要求,為了生產出優(yōu)質的壓鑄件,必須對模具的組裝提出嚴格的要求。該模具的的組裝技術要求如下。
(1)模具分型面與安裝平面或支承面之間的平行度偏差,在200mm長度以內不大于0.05mm。
(2)模具安裝在壓鑄機上時,其分型面應保持良好的閉合狀態(tài)。允許有不大于0.05mm的間隙(排氣槽除外)。
(3)成型鑲塊和澆口系統(tǒng)零件的分型面不允許低于模板分型面,其高出不得大于0.1mm。
(4)導柱和導套在裝配后,其軸線與模板平面的垂直度偏差,在200mm內不大于0.03mm。
(5)模具的各活動零部件裝配后應靈活,在室溫狀態(tài)下用手施力時,各相互關聯(lián)的活動零部件不應產生卡滯現象。
(6)頂桿允許高出成型表面不超過0.1mm,復位桿則應與定模的分型面接觸為準,允許低于分型面不超過0.05mm。
(7)推桿在推桿固定板中應靈活轉動,允許其軸向竄動量不大于0.05mm。
(8)模具上開設的排氣槽應呈曲折狀引出,其深度在0.1~0.15mm,嚴禁將排氣槽從型腔直接引向操作者的一側。
(9)流道轉接處應光滑連接,鑲拼處應密合,拔模斜度≥5°,表面粗糙度 。
。
五、結束語
該模具設計在克服壓鑄件成型時間短、多筋類薄殼鑄件成型較為困難等工藝缺陷的基礎上,通過合理采用側澆口進料來澆注壓鑄件,經生產實踐驗證,該模具結構設計合理,動作平穩(wěn)、可靠,壓射出的壓鑄件尺寸精度高,表面平整、光潔,無任何影響外觀和產品性能的變形、裂紋和錯邊等工藝缺陷。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF