摘要:結合幾個應用實例,著重闡述了CAD在加工中心及柔性線方案設計中應用的重要性、必要性、優越性及發展前景。
關鍵詞:CAD;FMS;加工中心;方案設計
本文中所指的方案設計主要指的是應用工程的方案設計(也包括項目投標過程中的方案設計)。加工中心和柔性線都是用于多品種加工的。其特點是零件品種多、工序變化大,方案設計的工作量比一般組合機床大得多。采用傳統的人工設計方法,要花費大量的人力和時間,在要求的時間內往往難以完成。如果引入CAD技術,發揮其特長,效果就非常顯著。在這方面,我們作了一些工作并進行了初步的應用嘗試。
首先,根據實際需要,歸納整理了一些加工中心和柔性線方案設計中常用的機床、刀具、工具、托板、有軌小車、無軌小車、滾道、清洗機及切削用量等的相關數據和圖形,建立了部分的圖庫、數據庫及數學模型。在此基礎上,我們將這些成果作了初步的應用嘗試,取得了很好的效果。現舉兩個例子介紹如下:
例1:我所為鞍山熱工儀表廠提供了一臺加工中心K6307,用于加工49種不同的閥體。這些閥體有7種不同的通徑,4種不同的壓力,尺寸變化較大。49種閥體的通徑和壓力見表1。
表1 閥體分類表
|
種類 |
三 通 |
四 通 |
|||||
|
壓力 |
6 |
16 |
40 |
64 |
16 |
40 |
64 |
|
通徑 |
|||||||
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
機床加工哪種閥體完全取決于訂貨,因此在生產過程中品種更換非常頻繁。有時一種閥的訂貨量只有幾件,而在每次更換品種時都需要更換或調整夾具、刀具、程序等,它們的工序圖、加工示意圖、夾具調整圖等必須完備、清晰,才能保證操作人員順利地進行工作。由于有49種不同的零件,設計工作量很大。我們引入了CAD技術,按實際的需要先作出各種模塊,再畫出各種零件所需要的夾具調整圖和加工示意圖。所需的時間大大縮短,而圖的質量卻大大提高。
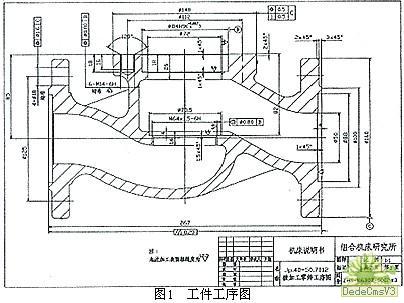
1)畫出各種零件的工件工序圖(圖1)
2)畫出夾具調整圖(圖2)

該圖表示了在加工閥體JP40-50時所選用的夾具為21組夾具。每個夾具上可裝兩個零件。所選定的調整墊為2146(墊高32.392),并將兩端定位的V形塊調整到離夾具邊66.5處。該21組夾具可用于通徑40和50的三通閥體(共8種)。該圖還說明了在加工該閥體時CNC應調出的零件程序號為3-50-40。操作人員將按此圖選擇并調整夾具。如果更換品種,只需更換調整墊,并改變定位的V形塊到夾具邊的距離即可實現。
3)畫出加工示意圖
第4序 倒角(見圖3)。
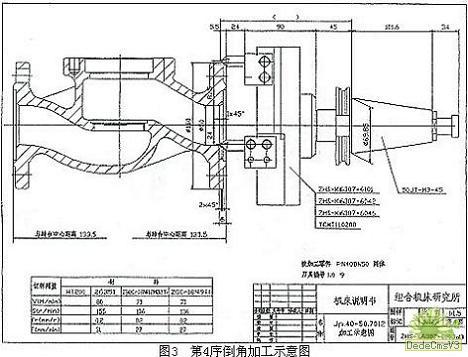
圖中所示為49種零件中的一種(閥體JP40-50),50通徑的三通閥體,壓力為4MPa,采用三個法蘭外圓定位,圖中粗實線所示為要求加工的面和孔,并注明了要加工的尺寸和公差。
本序采用的是專用倒角刀,其刀頭的位置可調量很大。在加工各種不同的閥體時可按加工示意圖標明的尺寸調出(包括刀尖端外伸尺寸和刀尖到刀桿中心的尺寸)。由于此刀是供許多零件使用的,所以工人將按此尺寸調刀。
第7序 銑螺紋
對于大螺紋,在FMC上通常采用螺紋梳刀加工,如圖4所示,用一把30的梳刀通過行星銑的方法可以銑出各種不同直徑的螺紋(在圖中為M64×1.5),其刀具中心走的軌跡如圖中左圖所示,分1~5段。第一段刀具從孔中心橫向進給到R30.688處,第二段在90°區域內進給到R32.212處,此時已經完成了刀具的切入,第三段在360°的范圍內完成行星銑一周,第4、5段為退出。由于螺紋梳刀是一種新型刀具,為了便于操作人員和現場技術人員理解程序,所以畫出此刀的循環圖。
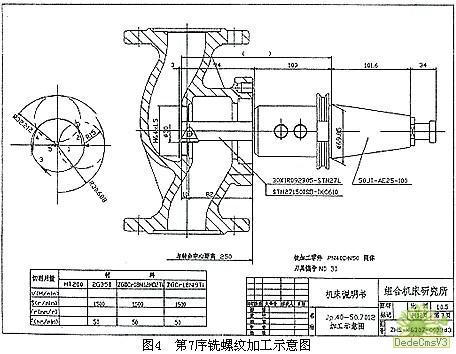
由于每種零件有鑄鐵、鑄鋼、不銹鋼等四種不同的材料,所以圖中都填有幾種不同的切削用量。
以上圖紙共設計了49套,每種零件一套,每套十幾張,共700余張,受到用戶廠操作人員的好評。如果采用傳統的方法來設計,需要幾倍甚至十幾倍的時間才能完成,圖紙的質量也相對較差。
例2:為重慶某廠設計的柔性生產線方案。
該廠要求用一條柔性生產線加工6種不同的變速器殼體。該生產線需用14臺立式加工中心和2臺臥式加工中心組成。由于參加投標的大多是國外廠商,用戶對標書的方案要求比較高,要求畫出每臺機床、每種零件、每次安裝的方案圖(見圖5~7)。#p#分頁標題#e#
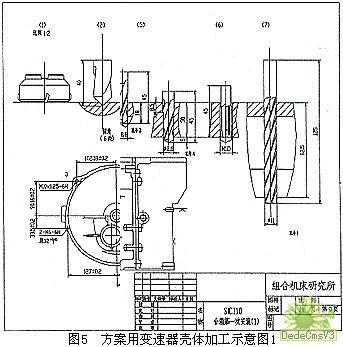
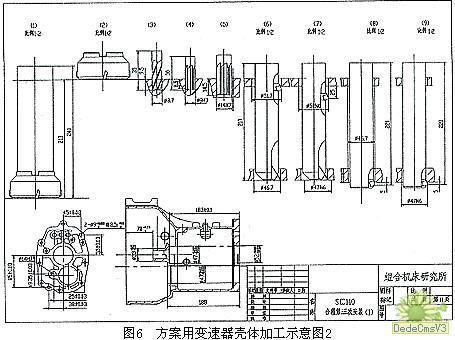
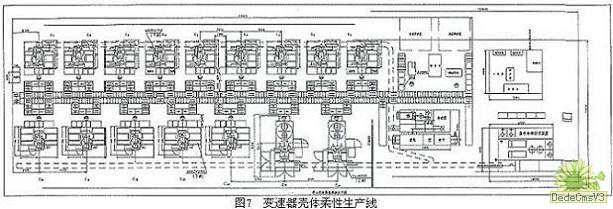
圖5及圖6所示為某一種零件在某臺加工中心上加工的示意圖。該圖表示了在該臺機床上加工的部位、尺寸和精度、定位方法和選用的刀具等等。對于該柔性線中的16臺機床,6種減速器而言,這樣的圖需100張左右(有的工序較長,一張圖畫不下,例如圖5)。對于圖中所示刀具的切削參數則需另一張表格表示。例如圖5所示加工內容的參數在表2中給出。
表2 加工時間計算表
|
安裝 次數 |
序號 |
加工內容 |
刀 具 |
v |
s |
切削 |
|
第 |
1 |
銑大面 |
|
600 |
0.2×6 |
13.4 |
|
2 |
中心鉆(倒角) |
NC中心鉆 |
80 |
0.12 |
24 |
|
|
3 |
鉆2- |
5 |
100 |
0.18 |
2.1 |
|
|
4 |
攻2-M6 |
M6絲錐 |
15 |
1 |
5.2 |
|
|
5 |
鉆2- |
|
100 |
0.18 |
6.4 |
|
|
6 |
攻2-M10×1.25 |
M10×1.25絲錐 |
15 |
1.25 |
5.4 |
|
|
7 |
擴 |
擴孔鉆 |
120 |
0.18 |
9.2 |
|
|
8 |
擴 |
擴孔鉆 |
120 |
0.18 |
2.4 |
|
|
9 |
孔口倒角 |
鏜 刀 |
200 |
0.2 |
2 |
|
|
10 |
挖槽 |
挖槽刀 |
400 |
0.06 |
20 |
|
|
11 |
擴 22孔 |
擴孔鉆 |
120 |
0.18 |
4.6 |
|
|
|
94.7 |
|||||
輔助時間(s)
注: T換=82.5,T定=33,T裝=20,T輔=67.8 。
T機加=94.7,T總=162.5 。
通常項目招標的時間一般都很短,在短時間之內用人工的方法作出大量的這樣的圖紙是不可能的。而我們用CAD作的方案在眾多投標單位中名列前茅,并且達到與國外廠商相同的水平。
最近我們又為某汽車廠作了一條加工減速器殼體總體的FMS方案,也受到用戶廠的好評。
我們在這方面所做的工作,只是一種初步的應用,大部分資料、數據以及經驗是在實際工作中積累起來的,基礎工作也是在實際應用中逐步進行的,更進一步的應用還有待于做大量的工作之后才能實現。為此我們要完善各種數據庫、圖庫,充實基礎部分,開發各種管理軟件,按照不同需要調用各種模塊,提高設計的自動化程度。其目標就是要在類似的應用工程中充分地利用CAD技術,加快設計速度,提高設計質量,增強競爭能力,從而能使我們在這個領域中站穩腳跟,立于不敗之地。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF