討論具備U軸功能的臥式加工中心的應(yīng)用
時(shí)間:2011-07-20 08:54:17 來源:未知
1 前言
在臥式加工中心的發(fā)展過程中,普通的X、Y、Z軸配合主軸已經(jīng)很難滿足現(xiàn)代加工的要求,針對多功能及復(fù)合加工的要求、人們又開發(fā)了B、W、U軸及各軸聯(lián)動(dòng)以實(shí)現(xiàn)復(fù)合加工。筆者現(xiàn)僅就打軸加工的應(yīng)用進(jìn)行討論。
在液壓氣動(dòng)、工程機(jī)械、石油化工設(shè)備、汽車、機(jī)車車輛及電力設(shè)備等行業(yè)中,以橋殼、差速器殼體泵體及閥體類型的零件為主要加工對象。此類零件在使用臥式加工中心加工中,由于其自身結(jié)構(gòu)特點(diǎn)及對加工方式的特殊要求,主要存在有下列問題:其一,此類零件有大量的內(nèi)徑不同的同軸孔系且同軸度要求高;其二,有些泵體和閥體對其密封性要求非常高;另外還由于其它各種原因,使得此類零件的加工往往依賴專機(jī)。
為了解決這些矛盾,刀具制造商推出了具備U軸功能的刀具。此類刀具配有CNC控制單元與機(jī)床伺服系統(tǒng)連接(有關(guān)技術(shù)協(xié)議需事先與機(jī)床制造商討論),另配有連接軸完成驅(qū)動(dòng)。以此實(shí)現(xiàn)U軸與Z軸聯(lián)動(dòng),可以完成錐孔、R面、車螺紋等加工。選配的探頭可進(jìn)行自動(dòng)測量、自動(dòng)加工、提高加工精度,此方法對于普通臥式加工中心臨時(shí)追加U軸功能可以滿足要求。但是,在實(shí)際使用過程中。具備U軸功能的刀具存在下列不足之處:(1)刀具的伺服單元及驅(qū)動(dòng)單元的連接與安裝對機(jī)床的系統(tǒng)功能及機(jī)械結(jié)構(gòu)空間有特殊要求;(2)自身結(jié)構(gòu)較單薄,不適用于強(qiáng)力重切削;(3)對于孔徑差別大的或加工內(nèi)容有區(qū)別的加工,仍需采用多把U軸功能的刀具,由于這是專用刀具,價(jià)格較昂貴,所以很不經(jīng)濟(jì)。
2 具備U軸的臥式加工中心
日本新瀉鐵工(NIGATA)開發(fā)生產(chǎn)的BFN系列復(fù)合臥式加工中心賦予了傳統(tǒng)臥式加工中心新的概念,其U軸功能不僅僅解決了上述異型件的加工問題,同時(shí)對于普通加工也大大減少了刀具使用數(shù)量,提高刀具集成化。其主要特點(diǎn)為:
- U軸單元直接安裝于高剛性主軸端部,驅(qū)動(dòng)單元通過主軸內(nèi)部的齒輪、齒條傳動(dòng)實(shí)現(xiàn),使得U軸的剛性大大提高;
- U軸行程為50mm,最大鏜孔直徑可達(dá)300mm;
- 刀柄形式為1/10的短錐、端面雙接觸刀柄,適用于高精度強(qiáng)力重切削;
- 采用獨(dú)特U軸冷卻系統(tǒng),與U軸保持同步回轉(zhuǎn),增強(qiáng)刀刃冷卻效果;
- 配有專用編程輔助軟件(SNAP3),簡化、優(yōu)化編程及程序調(diào)試;
- 另有自動(dòng)探測、補(bǔ)償系統(tǒng)作為選擇功能(機(jī)內(nèi)非換刀式),自動(dòng)完成“粗加工→孔徑自動(dòng)測量→U 軸自動(dòng)補(bǔ)償→精加工”全過程。
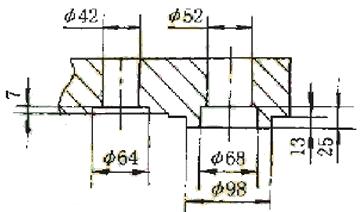
現(xiàn)舉簡例(見圖)比較BFN復(fù)合加工中心與傳統(tǒng)加工中心的加工工藝:
| 傳統(tǒng)加工中心 |
BFN復(fù)合加工中心 |
刀具:14把
刀具;4把(另需探測頭1把)
1.?52 粗鏜;
1.?42~?68及端面粗加工;
2.?52 半精鏜;
2.?42~?68精加工;
3.?52 精鏜;
3.?98 精加工;
4.?68 粗鏜;
4.各端面精加工:
5.?68 半精鏜
6.?68 精膛
7.?98 外圓及端面粗、半精加工;
8.?98 外圓精鏜;
9.?42 粗鏜;
1O.?42半精鏜;
11.?42精鏜;
12.?64粗鏜;
13.?64半精鏜;
14.?64精鏜。
#p#分頁標(biāo)題#e#
僅此例可見、BFN復(fù)合加工中心大大減少刀具數(shù)量及輔助時(shí)間,體現(xiàn)了其復(fù)合加工的特性。
加工例圖
上述諸多特點(diǎn)中,使用U軸加工時(shí)程序的編制與調(diào)試與使用者關(guān)系最為密切,且較一般數(shù)控加工程序有區(qū)別。NIGATA的專用編程輔助軟件(SNAP3)以宏程序的形式編制,依靠宏程序執(zhí)行器調(diào)用,既提高程序調(diào)用速度又釋放用戶宏程序可用空間。其具體功能包括:
- 內(nèi)徑加工:G66.1 P8001;
- 外徑加工:G66.1 P8002;
- 端面V型孔粗加工:G65 P8003;
- 端面V型孔精加工:G65 P8004;
- 階梯端面加工;G66.1 P8005;
- 階梯端面反向加工:G66.1 P8005;
- 外螺紋加工:G117 M332;
- 內(nèi)螺紋加工:G117 M333;
- 外錐螺紋加工:G117 M336;
- 內(nèi)錐螺紋加工:G117 M335;
- U軸坐標(biāo)系設(shè)定功能;
- 刀具刀尖圓角左補(bǔ)償:G66.1 P8041;
- 刀具刀尖圓角右補(bǔ)償:G66.1 P8042;
- U 軸位置補(bǔ)償功能:G101。
用戶應(yīng)用SNAP3編制加工程序,僅需依照加工輪廓的縱剖面,給出各拐點(diǎn)坐標(biāo)值即可,宏程序自動(dòng)安排加工工步,減少計(jì)算量及人為錯(cuò)誤。反之,如果僅配置U軸功能而無類似的軟件支持,編制加工程序?qū)⑹欠浅7爆嵉墓ぷ鳌A硗猓脩艨筛鶕?jù)實(shí)際經(jīng)驗(yàn),調(diào)整一些宏參數(shù)來調(diào)整切削工步分配及每工步的切削參數(shù)以達(dá)到理想精度與尺寸。
3 存在的問題
- 使用U軸加工,離心力的影響是不可避免的(即便機(jī)床具有平衡配重機(jī)構(gòu))。NIGATA為此專門設(shè)計(jì)了G101-U軸位置補(bǔ)償功能。但是,主軸回轉(zhuǎn)時(shí)的離心力,受刀具重量、長度,回轉(zhuǎn)速度,切削狀態(tài)等因素影響而成為一個(gè)不定量。筆者根據(jù)實(shí)際使用經(jīng)驗(yàn)認(rèn)為,僅僅依靠“G101-U軸位置補(bǔ)償功能”是不夠的,需要一至二次試切,根據(jù)切削數(shù)據(jù),改變刀具補(bǔ)償值以達(dá)到目標(biāo)尺寸。這些經(jīng)驗(yàn)補(bǔ)償值可作為自己的數(shù)據(jù)庫,以備將來需要。
- 同樣出于離心力的考慮,機(jī)床對于U軸使用時(shí)的最高主軸回轉(zhuǎn)速度予以強(qiáng)行設(shè)置,(當(dāng)然可以通過修改參數(shù)值重新設(shè)置,但出于安全考慮,不推薦。)所以,對于需要高速加工的材料(例如:鋁材),加工效果不太理想無油軸承。
綜上所述,具備U軸功能的臥式加工中心無論從異型工件加工上還是提高加工效率、降低加工成本上,都是一種值得推廣的機(jī)型。但同時(shí),這種復(fù)合加工中心在機(jī)械結(jié)構(gòu)及軟件支持上還有進(jìn)一步完善的必要。