1 引言
2 克服鉆頭后刀面翹尾的方法
- 采用優化刃磨參數
- 凡能保證麻花鉆外緣后角及橫刃斜角都在規定的合理值范圍內的刃磨參數就稱之為優化刃磨參數,此時,鉆頭后刀面一般沒有較大的翹尾現象。表1中列出了d0=2~10mm中部分鉆頭的優化刃磨參數及相應的計算結果。
- 讓鉆頭附加一個逆時針旋轉角度參數
- 由本文表中可知,當鉆頭直徑d0較小時,優化的錐頂距A值也很小,這會造成采用內錐面刃磨時結構上很難實現。為了增大錐頂距A,又使外緣后角a及橫刃斜角y仍然保持在規定的合理值范圍內,特別是不要產生翹尾現象,我們在《麻花鉆后角的計算與研究》的圖1的基礎上,新增了一個刃磨參數—讓鉆頭附加一個逆時針旋轉角度b。經過計算、實際試磨和測量,效果很好,實踐證明,這種方法不僅適用于小直徑鉆頭,也適用于大直徑鉆頭,而且,它對于消除鉆頭后刀面的翹尾現象有特效。
- 正是由于新增了這樣一個刃磨參數b,《麻花鉆后角的計算與研究》中的公式就不適用了,所以,必須重新建立一套新的計算理論。
- 由本文表中可知,當鉆頭直徑d0較小時,優化的錐頂距A值也很小,這會造成采用內錐面刃磨時結構上很難實現。為了增大錐頂距A,又使外緣后角a及橫刃斜角y仍然保持在規定的合理值范圍內,特別是不要產生翹尾現象,我們在《麻花鉆后角的計算與研究》的圖1的基礎上,新增了一個刃磨參數—讓鉆頭附加一個逆時針旋轉角度b。經過計算、實際試磨和測量,效果很好,實踐證明,這種方法不僅適用于小直徑鉆頭,也適用于大直徑鉆頭,而且,它對于消除鉆頭后刀面的翹尾現象有特效。
3 麻花鉆新型錐面刃磨法的理論計算
- 磨削直圓錐面的方程
- 坐標系的建立如《麻花鉆后角的計算與研究》中的圖1所示。
- 由該圖可見,刃磨的麻花鉆后刀面正是磨削直圓錐面。
- 磨削直圓錐面在坐標系OXYZ中的方程
X2+Y2=Z2tg2d (1)
- 坐標平移
- 將坐標系OXYZ平移到O′X′Y′Z′,二坐標系的關系為:
(2) X=X′-e
Y=Y′
Z=Z′-(A/sinq)
X=X′-e
Y=Y′
Z=Z′-(A/sinq) - 將坐標系OXYZ平移到O′X′Y′Z′,二坐標系的關系為:
- 坐標旋轉
- 將坐標系O′X′Y′Z′繞O′X′(ox)旋轉q角到oxyz,二坐標系的關系為:
(3)
X′=x
Y′=ycosq-zsinq
Z′=ysinq+zsinq - 將坐標系O′X′Y′Z′繞O′X′(ox)旋轉q角到oxyz,二坐標系的關系為:
- 坐標二次旋轉
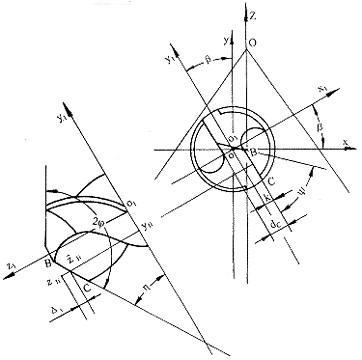
- 見《麻花鉆錐面刃磨中翹尾現象的研究》中的圖3,將坐標系oxyz繞oz軸逆時針旋轉一個b角到o1x1y1z1,同時,鉆頭也隨之逆時針旋轉b角,此時,二坐標系的關系為
(4)
x=x1#p#分頁標題#e#cosb-y1sinb
y=x1sinb+y1cosb
z=z1 - 見《麻花鉆錐面刃磨中翹尾現象的研究》中的圖3,將坐標系oxyz繞oz軸逆時針旋轉一個b角到o1x1y1z1,同時,鉆頭也隨之逆時針旋轉b角,此時,二坐標系的關系為
- 磨削直圓錐面在坐標系o1x1y1z1中的方程
- 將(4)式代入(3)、(3)式代入(2)、(2)式代入(1)則可得到磨削直圓錐面在坐標系o1x1y1z1中的方程,該方程實質上就是鉆頭后刀面的方程,此方程為
(x1cosb-y1sinb-e)2+[(x1sinb+y1cosb)cosq-z1sinq]2
=[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]2tg2d (5) - 將(4)式代入(3)、(3)式代入(2)、(2)式代入(1)則可得到磨削直圓錐面在坐標系o1x1y1z1中的方程,該方程實質上就是鉆頭后刀面的方程,此方程為
- 直圓柱面的方程
- 在坐標系o1x1y1z1中,以o1z1為軸線的直圓柱面方程為
(6)
- 磨削直圓錐面與直圓柱面的交線方程
- 將(5)、(6)式聯立,即
(7)
(x1cosb-y1sinb-e)2+[(x1sinb+y1cosb)cosq-z1sinq]2
=[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]2tg2d x21+y21=r2- 上述交線的參數方程為
(8)
(rcostcosb-rsintsinb-e)2+[(rcostsinb+rsintcosb)cosq-z1sinq]2
=[(rcostsinb+rsintcosb)sinq+z1cosq-(A/sinq)]2tg2d x1=rcost#p#分頁標題#e# y1=rsint- 麻花鉆圓柱剖面中的后角公式
- 由《麻花鉆后角的計算與研究》知,麻花鉆主切削刃上A點在圓柱剖面中的后角公式為
tgaA= 1 · dz1 r dt
(9)- 由(8)式求出dz1/dt,代入 (9)式得
tgaA=[1/(x12+y12)½]·{(x1cosb-y1sinb-e)·(-y1cosb-x1sinb)
式中 b——鉆頭在端面內逆時針旋轉的角度。
+[(x1sinb+y1cosb)sinq-z1sinq]cosq(-y1sinb+x1cosb)
+tg2d[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]sinq(-y1sinb
+x1cosb}/{sinq[x1sinb+y1cosb)q-z1sinq]
+tg2d[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]cosq} (10)- x1、y1、z1—主切削刃上A點的坐標值,其中x1、y1按下式計算
式中 dc——鉆心直徑
(11)
x1=dc/2
y1=-(r2-x12)½- r——鉆頭主切削刃上A點的半徑
- 現在再來求A點的z1坐標。(5)式實際為鉆頭后刀面的方程,因主切削刃也在后刀面上,所以將(5)式展開,整理成關于z1的一元二次方程,則可求出主切削刃上A點的z1坐標。
- 令
(12)
R=sin2q-tg2#p#分頁標題#e#dcos2q
Q=2cosq(A/sinq)tg2d-sin2q(x1sinb+y1cosb)-tg2dsin2q(x1sinb+y1cosb)
H=(x1cosb-y1sinb-e)2+(x1sinb+y1cosb)2cos2q
-tg2d(x1sinb+y1cosb)2sin2q-tg2d(A2/sin2q)+2Atg2d(x1sinb+y1cosb)- 則
z1= -Q+(Q2-4RH)½ 2R
(13)- 橫刃斜角
- 橫刃方程
- 將兩個主后刀面(兩個直圓錐面)的方程聯立,則可得到橫刃的方程
(x1cosb-y1sinb-e)2+[(x1sinb+y1cosb)cosq-z1sinq]2
=[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]2tg2d (14) - 將兩個主后刀面(兩個直圓錐面)的方程聯立,則可得到橫刃的方程
- 橫刃在端面內的投影方程
- 將(14)式中的z1消掉,就得到橫刃在端面內的投影方程
(x1cosb-y1sinb-e)2+{(x1sinb+y1cosb)cosq
+(-x1cosb·e+y1sinb·e)/[(x1sinb+y1cosb)cosq(1+tg2d)]
+Atg2d/[cosq(1+tg2d)]}2
={(x1sinb+y1cosb)sinq-
(-x1#p#分頁標題#e#cosb·e+y1sinb·e)/[(x1sinb+y1cosb)cosq(1+tg2d)]
-Atg2d/[cosq(1+tg2d)]+A/sinq}2tg2d (15) - 將(14)式中的z1消掉,就得到橫刃在端面內的投影方程
- 橫刃斜角
- 由《麻花鉆后角的計算與研究》知
tgy=- dx1 x1=0
(16)
y1=0 dy1- 對(15)式,按照隱函數的微分法則對其求導,然后經過化簡、整理,則可求出dx1/dy1
- 令
(17)
M=(x1sinb+y1cosb)cosq+z1sinq
N=(x1sinb+y1cosb)sinq-z1cosq+A/sinq- 則
 (18)
(18) - 由《麻花鉆后角的計算與研究》知
- 頂角
- 由于鉆頭附加了一個逆時針旋轉角b(如圖1所示),鉆頭的中心平面(沿y1軸)不再與磨削直圓錐面的軸線Z平行,因而刃磨出的鉆頭頂角2F≠2(d+q),為此,須重新計算頂角。
- 主切削刃方程
- 在圖1中,過主切削刃BC作一平面,該平面與磨削直圓錐面的交線即為鉆頭主切削刃。
- 該平面的方程為
x1=k=dc/2 (19)
式中 K——常量,其值等于鉆心半徑。
- 現在,把該平面的方程(19)式與直圓錐面的方程(5)式聯立,經化簡整理后則得鉆頭主切削刃的方程為
(kcosb-y1sinb-e)2+[(ksinb+y1cosb)cosq-z1sinq]-[(ksinb+y1cosb)sinq+z1cosq-(A/sinq)]2tg2d=0 (20)
- 主切削刃的擬合回歸直線
- 由圖1知,主切削刃BC不過磨削錐體的錐頂O,故它不是錐體的母線,所以,它從理論上不是一條直線,而是一條曲線,該曲線經上機計算作圖,近似為一條直線,因此,可利用最小二乘法原理擬合出較為精確的回歸直線。 #p#分頁標題#e#
- 設在主切削刃上按照(20)式取了n個點,它們的坐標分別為(y11,z11)……(y1i,z1i)……(y1n,z1n),與之擬合的直線方程為
 1=a+by1
(21)
1=a+by1
(21)- 各點與回歸直線的偏差Di為
Di=z1i- 1i=z1i-a-by1i- 各點偏差的平方和為
F(a,b)=
(22) (z1i-a-by1i)2
(z1i-a-by1i)2- 按極值原理,將(22)式分別對a、b求偏導數,并令其為零,則可求得F(a,b)為最小值的a、b值。
 (23)
(23)- 解上面的二元聯立方程,求出a、b,就可得到擬合回歸直線的方程
1=a+by1。在這個方程中,b為擬合直線的斜率,故有
tgh=b (24)
- 在圖1中,過主切削刃BC作一平面,該平面與磨削直圓錐面的交線即為鉆頭主切削刃。
- 從圖1中不難看出,麻花鉆的頂角2F為
2F=2(90°-h) (25)
- 坐標系的建立如《麻花鉆后角的計算與研究》中的圖1所示。
4 兩種刃磨法的比較
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF