過程優化是如今不斷發展和不斷適變的機加工廠要完成的基本“訓練”。提高國際競爭力、縮短零件加工時間以及“恨不能今天訂貨昨天就生產好”的交貨時間要求他們必須這樣做。遺憾的是,優化凸輪軸凸角磨削過程從來沒有起作用和達到預期目標。
其成功率在很大程度上依賴于操作員的經驗及直覺。充分考慮已知機床動態約束及凸角輪廓以建議“大概”加工速度的計算機程序確實存在。然而,依然需要重復進行許多試驗性磨削,通過被認為是技能熟練的操作員來完成磨削過程。在發生凸角燒傷現象時,某些制造廠家選擇降低砂輪進給增量,其他一些廠家則降低加工速度。這種“單憑感覺”進行的變化通常會消除磨床燒傷現象,但是卻不一定會產生經過優化的過程。
數字式模型制作是一種產品設計者多年依賴以完成新的設計和組裝的優化工具。這種技術越來越多地受到那些想精確協調其金屬加工過程的制造廠家的青睞。這樣的一種可預測性計算機軟件工具,讓他們從某零件上真正去除任何材料之前,在消除某些過程猜測和試湊工作的情況下,有機會在調節過程變量后立即看到結果(充分進行“如果那么”一類的場景模擬)。
現在有一種用于凸輪軸凸角磨削的數字式模型制作工具已經問世。通過實際預測磨削過程中產生的熱量、凸角圓周上的位置以及在凸角表面下達到的深度,這種新型熱模型制作軟件讓現有凸輪軸磨削計算機加工速度生成程序更上一層樓。可以從簡單的彩色圖上立即識別出有可能存在問題的區域,并且可以試驗出不會對凸角產生熱損失的過程變量以確定盡可能最快的加工速度。Landis磨削系統(賓夕法尼亞州Waynesboro市)已經在其Tetra4000凸輪軸磨削分析程序中添加了這樣一種熱模型制作模塊。該程序可以在公司帶有直線電機砂輪進給驅動的3L CNC凸輪軸凸角磨床上使用。
這種模型制作工具“及時雨”來得正是時候,因為越來越多的熟練工人已經到了退休年齡。熱模型制作不僅優化了凸輪軸磨削過程,同時它還充當了凸輪軸設計者和制造廠家之間的培訓工具和橋梁。
存在問題的輪廓
凸輪軸凸角磨削提出了同心磨削操作中不存在的難題。砂輪和凸角之間的接觸區(也稱接觸弧)隨著砂輪通過凸角圓周不同位置而不斷變化。接觸區在相對扁平的側面最大,而在凸輪軸比較圓的基圓和端部則比較小。因此,在側面最可能發生燒傷,各個制造廠家也正是在這里放慢加工速度以防止發生燒傷。但是,訓練有素的猜測已經典型地指出了要將加工速度降低到多高的程度。
凸角幾何結構也變得越來越復雜。如今許多滾輪凸輪軸在側面帶有一個凹入式輪廓。這種特征,也被稱作負曲率半徑(NROC),設計用于優化閥的打開和關閉,以提高發動機功率和降低排放量。但是,它卻帶來了額外的不斷變化的接觸區,使得一種業已困難的磨削過程變得甚至更加撲朔迷離。此外,新的滾輪凸輪軸比以前的設計要經歷更高的接觸應力,這意味著必須密切關注熱損傷。
凸角磨削一般被分成粗加工和精加工階段,盡管它們是在一個加工循環中發生的。粗加工的目的是去除盡可能多的材料。此時,熱損傷問題不是很大,因為連續的粗加工采用足以去除前面任何材料損傷層的砂輪橫向進給深度進行。但是,在最后的粗加工中,熱損傷一定不能如此之深而使得采用較小砂輪橫進給量的精加工過程無法消除它。
參數輸入
在表面上,對有如凸輪軸磨削這么復雜的制造過程進行模型制作訓練看起來似乎一點都不直觀。但是,它是一種比較簡單的輸入已知且已公布的機床、砂輪及冷卻液值的過程。
熱模型制作模塊建立在現有加工速度優化和加速修勻程序基礎上,這種程序除了材料去除率和凸角升程分布圖外,還考慮傳統的機床性能變量。凸輪軸設計者以繞凸角圓周每度多少升程的方式提供升程分布圖。磨床制造廠提供機床動態限值諸如砂輪進給加速度和跳動、主軸箱速度和跳動等數據。產生熱模型模塊所需要的三個主要參數為: #p#分頁標題#e#
Cr值——這種通過經驗得出的數值代表了砂輪的材料去除能力,與凸輪軸材料及砂輪材料和結合劑(立方氮化硼即CBN材質,采用陶瓷結合劑的砂輪是當前用于磨削凸輪軸最常用的砂輪)的類型有關。這些Cr值從機床力及功率測量值中推導出來。“C”分量表示磨粒密度(磨料與結合劑之比),“r”表示砂輪表面拓撲結構(刮痕寬度對刮痕深度)。
熱分配常數——這是進入零件的熱能與冷卻液帶走的熱量之間的百分比。熱分配常數對油和水基冷卻液分別是不同的。
進給增量——這是砂輪每刀切入凸角的深度(通常在砂輪/凸角接觸區最小的端部位置最小),并且對粗加工和精加工分別不同。砂輪不是以螺旋方式逐漸進給到增量深度,而是直接進給到該增量值并且在整個凸角周圍將保持這個深度。該進給增量一般對粗加工循環要大于精加工循環,并且它直接與材料去除率相關。
溫度信息
熱模型產生的顏色曲線圖有兩種。一種顯示實際凸角形狀,帶有顯示在凸輪軸轉一圈時凸角表面下熱分布的色溫帶(見圖1)。朝凸角中心的溫度峰值表示產生問題的區域。
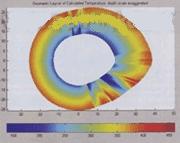
圖1:該曲線圖采用用于凸輪軸磨削的熱模型制作軟件生成。圖中顯示了凸角圓周在磨削過程中有可能發生熱損傷的位置。
另一個曲線圖以凸輪軸旋轉(單位:度)與表面深度之間的關系表示溫度分布。這種圖表示各種溫度在凸角圓周某特定點都達到什么樣的深度(圖2表示的是凸輪軸轉一圈時這種圖的一個實例)。
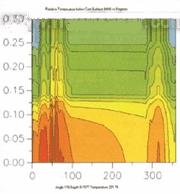
圖2:此圖顯示了砂輪在凸角上切一刀時,產生的熱量、達到的深度、在凸角圓周上特定點的凸角表面情形。
一般地,要繪制整個磨削循環以用于分析,包括粗加工和精加工(軟件可以制作凸輪軸最多轉20圈的模型)。由基準數據表明加工過程應該保持在什么樣的溫度水準和穿透深度,具體情況依據凸輪軸材料而定。在評價了熱量和穿透深度后,可以對參數進行調節并確定精磨循環以確保去掉以前的任何熱損傷層。
對于帶凹入輪廓的凸輪軸,將對兩個磨削循環制作模型。一個模型將針對采用大直徑砂輪對整個凸角形狀的粗加工,另一個針對用小直徑(一般為凹入直徑的80%)砂輪對凹入輪廓進行精加工和磨削。為了在一臺磨床上既完成粗加工又完成精加工過程,需要一臺帶有使用小砂輪的副主軸的機床。

最新的凸輪軸設計在凸角的側面具有凹入輪廓。這些輪廓通常是在一臺采用副主軸的機床上加工的,副主軸使用比主主軸用于粗加工凸角輪廓的砂輪要小的砂輪。對粗加工及二次精加工/凹入輪廓磨削操作都生成熱模型。
不同工程專業之間的橋梁
凸輪軸磨削的熱模型制作可以幫助設計和制造工程師聯手形成優化的凸輪軸設計和制造過程。制造工程師的主要關注點是生產率、生產量和質量——即如何盡快加工出合格的零件。凸輪軸設計工程師必須根據凸輪軸負載情況而決定材料類型和凸角輪廓。冶金專業人士也可能參與這個過程,他主要關心剩余應力以及在磨削過程中產生的熱量。借助熱模型制作,制造工程師可以對新的凸輪軸設計制作模型,并向設計者和冶金專業人士報告該模型所預測的在磨削過程中將發生的現象,以及根據材料和設計這一點是否可以接受等。
熱模型制作還可以用作凸輪軸磨削過程的培訓工具。例如,在開發這種模型制作軟件之前,人們一致認為加工速度對凸角燒傷和裂紋具有最大的影響,這就是為什么通常它是要改變的第一變量。已經確定,與砂輪特征和砂輪進給增量深度相比,加工速度實際上是最不敏感的參數之一。 #p#分頁標題#e#
這種熱模型制作技術還可以用于幫助識別過程變量沒有改變卻開始出現磨削燒傷或裂紋的問題。一個實例是有一個制造廠家意外地接到一批硬度值超出預計的凸輪軸。在似乎莫名其妙地發生問題時,在聲稱已經淬硬至60 Rc的凸輪軸凸角上進行熱模型制作。制作出來的模型表明不應該發生處理問題,因此接著進行了材料硬度試驗。這些試驗揭示出新的一批凸輪軸實際硬度為65 Rc。一旦測定這一點,又生成了第二個熱模型,并得出了針對一批硬度更高的凸輪軸新的加工速度。
曲軸曲拐磨削是應用熱模型制作技術的另一個過程。熱模型制作還在同心直徑的無心磨削方面接受試驗。與凸輪軸磨削一樣,這種模型制作能力不會完全消除測試磨削過程,但它確實提供了大大降低試驗磨削次數并以更科學的方式開發優化的凸角磨削過程的機會。
sabir:凸輪軸加工的有關定義
升程(Lift) — 隨動件與凸輪凸角相接觸進行直線運動的總量。
端部(Nose)—凸輪軸的尖端,隨動件升程最大處。
基圓(Base circle)—凸角上將零升程傳遞給隨動件的區域。
側面(Flank)—凸輪軸上引導至并離開凸輪軸端部的大致扁平部分。正是在該區域,砂輪和凸角的接觸面積達到最大,最可能發生磨床燒傷。
NROC — 負曲率半徑的縮寫,它是某曲軸側面中一個凹入的輪廓。該圓弧的中心位于凸角外側。
凹入輪廓(Re-entrant profile) — NROC的另一個叫法。
加工速度(Work speed) — 凸輪軸在磨削中的自旋速度。
橫向進給量(Infeed)—砂輪每刀進入凸輪軸凸角的直線量(增量)。
CBN—立方氮化硼的縮寫,它是凸輪軸磨削最常用的砂輪磨料。
轉拉(Turn broaching)— 粗加工凸角輪廓的一種工序,采用圓周帶許多刀片的大直徑切削輪在精磨前粗切凸角輪廓。
綠色磨削(Green grinding)— 從圓棒料上磨削凸角輪廓的過程。新的砂輪技術正使得該技術成為轉拉工藝的競爭對手。
接觸弧(Arc of contact)— 砂輪和凸輪軸凸角之間的接觸區。該接觸區對基圓、側面、NROC及端部各不相同。
當量直徑(Equivalent diameter)— 表示接觸弧的一個值,從砂輪直徑以及不斷變化的加工(凸角)直徑中推導而來。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF