隨著數控技術的不斷發展、數控設備不斷地更新以及數控系統不斷地變化,而且隨著實際產品零件的復雜程度與難度的增大、產品精度不斷提高以及數控編程的難度不斷增加,傳統的手工編程已無法滿足現有加工需求,Master CAM軟件的使用能將編程人員從大量繁瑣的、容易出錯的手工編程工作中解脫出來,提高了計算精度,實現編程的規范化和優化,提高效率,減少出錯機會,并可以進行適時的修改。
MasterCAM是美國CNC Software公司開發的一套CAD/CAM 數控系統,側重于數控加工。采用MasterCAM進行數控編程加工時,首先根據圖形信息和加工信息生成NCI文件,但NCI文件不能直接傳送給數控數控機床,還必須通過各數控系統專用的后置處理程序,將NCI文件轉化成數控系統可以接受和識別的NC文件,才能控制數控機床正常工作。雖然MasterCAM內部自帶有許多后置處理程序,但主要是根據日本FANUC控制器開發的。對于我公司目前所使用的DMC63V立式加工中心采用的是SINMERIK 810D數控系統,在MasterCAM內部找不到完全相應的后處理程序,必須根據數控機床的結構、控制系統的編程序格式和通信接口的要求,對MasterCAM默認的后置處理程序MPFAN.PST進行必要的修改和重新設置,以滿足數控加工的需要。
一、后置處理技術
1.后置處理原理
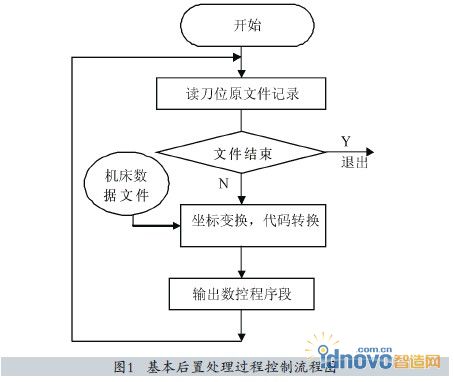
在后置處理中,系統要完成機床運動變換和非線性運動誤差校驗,以及進給速度校驗和加工程序生成等任務。后置處理過程原則上是解釋執行,即每讀出刀位文件中的一個完整的記錄(行),便分析該記錄的類型,根據記錄類型確定是進行坐標變換還是進行文件代碼轉換,然后根據所選的數控機床進行坐標轉換或文件代碼轉換,生成一個完整的數據程序段,并寫到數控程序文件中去,直到刀位原文件結束。后置處理流程如圖1所示。
2.后置處理系統設定的前提條件
雖然不同類型的數控系統之間和不同類型的數控機床之間的指令和程序段格式不盡相同,彼此之間有一定的差異,但它們之間具有一些共同特性,如數控程序皆由意義基本相同的地址符組成,并采用標準化的準備功能G代碼和輔助功能M代碼等,這些共同特性是通用后置處理系統設計的前提條件。
3.后置處理的主要任務
后置處理的主要任務就是把刀位原文件轉換成指定數控機床能執行的數控程序。通常后置處理是根據具體機床運動結構和其數控系統能夠接受的控制指令格式,將前置處理中計算的刀位數據變成機床的運動數據,并按其控制指令轉換成為數控機床的加工程序。
后置處理過程原則上是解釋執行,即每讀出刀位源文件中的一個完整記錄(行),便分析該記錄類型,根據記錄類型確定是進行坐標變換還是進行文件代碼轉換,然后根據所選數控機床進行坐標變換或者文件代碼轉換,生成一個完整的數控程序段,并寫到數控程序中去,直到刀位源文件結束。
二、DMG63V加工中心及NC編程的特點
DMG63V加工中心是瑞士生產的立式加工中心,刀庫容量為24把,采用盤式自動換刀裝置,刀庫只需作左右移動,以刀座編碼方式選刀。系統對刀庫中每個刀具編碼,換刀時,在換刀點先將主軸上的刀具取下,放到原來的刀座中,再取出程序指定的刀號,選刀動作與換刀動作是一個連續的過程。但810D系統仍要求將選刀程序和換刀程序放在兩個程序段中:
Na T12
Na+1 M06
該加工中心通電后,必須先返回參考點,才能開始其他動作,之后不必每次返回參考點。但該機床是半閉環控制,機床主軸上下運動及工作臺運動處在控制環之外,隨著加工過程的持續進行,機床主軸及工作臺運動發生誤差積累,而機床主軸又必須返回指定位置才能換刀,因此有必要在每道工序完成后返回參考點。
在編制返回參考點后置處理時,還需考慮工藝性問題,Z軸應先返回參考點,X軸和Y軸再同時回參考點,以避免碰刀。810D系統回參考點指令代碼為G74,輸出程序段為:
N_G74 Z1=0
Z_G74 X1=0 Y1=0
DMG63V加工中心的數控系統是德國西門子公司的SINUMERIK810D。SINUMERIK810D/840D是目前主要的數控系統之一,其編程指令與FANUC等系統相比有較大的差別:除G00~G99、M00~M99指令外,其中部分G、M代碼未指定功能,還增加了G110~G112、G820~G829和G500~G599等三位數字表示的G指令。
三、810D的DMC63V立式加工中心后置處理 程序的設計
對特定的數控系統和機床定制后置處理是相當復雜的,必須先了解機床用戶手冊、機床原點和各坐標軸的行程、各軸進給速度、主軸轉速范圍、機床控制和編程手冊、機床M代碼和G代碼、地址寄存器及其格式要求等情況的基礎上進行設計。
1.需要修改的部分
(1)對功能相同,符號不一致的代碼進行修改。①將“#Address string definitions”中的“Srad "R"”修改為“Srad "CR"”;將“Srminus "R-"”修改為“Srminus"CR=-"”。②將“#Select English/Metric Code”中的“Sg20 G20”修改為“Sg20 G70”;將“Sg21 G21”修改為“Sg21 G71”。③將“#Select reference return code”中的“Sg28 G28”修改為“Sg28 G77”。④將“#Toolchange/NC Output Variable Formats”中的“Fmt P 11 Dwell”修改為“Fmt F 11 Dwell”。⑤將“#Start of Fine and Toolchange Setup”中的“"M01"”修改為“"M0"”;將“"M30"” 修改為“"M2"”。
(2)程序開始、結束和自動換刀格式的修改。該部分的修改內容在“#Start of File anf Toolchange Setup”中進行。①將文件開頭部分“"%",e”修改為“"%_N_1",sprogname,"_WPF",e;”;$PATH=/N_MPF_DIR”,e”。②刪除NC文件的程序名、加工日期和時間。將810D中不能識別的“* Progno,e”、“"(PROGRAM MAME",Sprogname")",e”、“"(DATE=DD-MM-YY-",Date,"TIME=HH:MM-",Time,")",e”;“Ptoolcomment”、“Pbld,N,"G43",*Tlngno,Pfzout,Scoolant,Next_tool,e”、Pfbld,N,"G92",*xh,*yh,*zh,E”及第二個“"%",e”前面加“#”號(以“#”號開頭為注解,不影響程序程序執行)。③第一程序段格式制定。將“Pbld,n,*Sgcode,*Sgplane,“G40”,“G49”,“G80”,*Sbabsinc,e”修改為“Pbld,n,*Sbabsinc,“G54”,“G64”,E”。④810D 操作編程要求換刀指令“M6”必須單獨上一個程序段,所以應將“Pbld,N,*T,"M6",e”分兩行寫為“Pbld,N,*T、“N”, "M6",e”即輸出占兩個程序段。⑤刪除重設項*Sgabsinc。將“Pcanl,Pbld,N,*Sgcode,*Sgabsinc,Pwcs,Pfxout,Pfyout,Pfcout,*Speed,*Spindle,Pgear,Strcantext,e”中的重設項“*Sgabsinc”刪除。⑥在我國,公制單位一般是默認設置,可以在“Pbld,n,*Smetric,e”前面加“#”號。
2.重新設置的部分
(1)坐標軸的設置。DMG63V立式加工中心是三軸聯動,沒有裝旋轉軸,找到旋轉軸設置部分“#Rotary Axis Settings”,把“Rot_On_X:1”改為“Rot_On_X:0”或找到“#Numbered questions for Mill”提問項,將“164.Enable Rotary Axis Button? Y”改為“164.Enable Rotary Axis Button? N”,即可關閉四軸。
(2)圓弧插補方式的設置。Mpfan后處理程序可以設置三種插補方式,對于SINUMERIK 810D數控系統三種圓弧插補方式都支持。①維持“#General Output Settings”中的“Arcoutput:1”不變,或設置為“Arcoutput:2”。后者則必須同時將“#Address String Definitions”中“Srad" R"”改為“Srad"Cr"”;“Srminus"R-"”改為“Srminus"Cr=-"”,因為在輸出NC程序中涉及到半徑。② 將“#General Output Settings”中的“Arcoutput:1”設置為“Arco-utput:0”
(3)孔加工固定循環開關的設置。由于810D系統的孔加工固定循環的指令代碼和輸出格式與MPFAN后置處理程序完成不同,所以最好的處理方法是將“#Enable Canned Dril Cycle Switches”中的功能開關全部關閉,即關閉“Usecandrill:No”、“Use-canpeck:No”、“Usecanchip:No”、“Usecantap:No”、“Usecanbore1: No”、“Usecanbore2:No”、“Usecanmisc1:No”和“Usecanmisc2:No”。這樣,利用Master CAM孔加工菜單做孔加工時,將生成由“G0”、“G1”、“G4”和暫留時間“F”組成的孔加工固定循環程序。
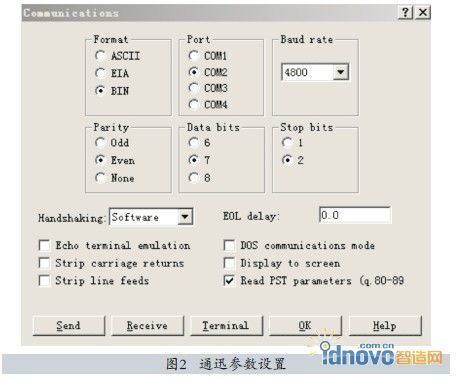
(4)MasterCAM與810D數控系統之間的通訊。810D數控系統除了可采用專用PCIN軟件進行數控程序的傳輸外,也可通過MasterCAM自帶的通訊方式進行傳輸,在主菜單中依次選擇Fine→Nextmenu→Communic選項,系統彈出如圖2所示“Communic”對話框。
按圖2設置好參數后,單擊Send按鈕,彈出“Specify File Name to Read”對話框,選取一個設置好的NC文件,單擊打開按鈕即可發送到機床,進行加工。
四、加工實例
下面以以加工凸輪零件為例,介紹數控程序的生成方法。
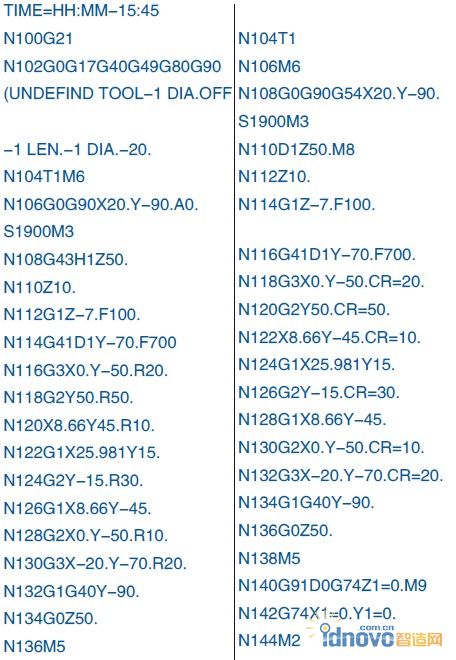
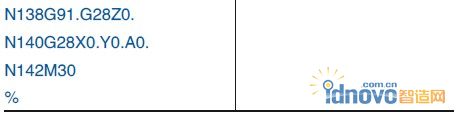
圖3為某凸輪零件圖形,對圖3所示零件進行二維外形銑削,用修改前的后置處理程序“MOFAN”和修改后的后置處理程序“810D”生成的加工程序對比如表所示。


五、結束語
按照上述方法設計的專用后置處理程序所生成的NC程序,能夠處理輪廓、內槽和曲線的刀具路徑文件,并不需要人工再做二次處理,均能在DMG63V加工中心的SIMENS系統810D中直接進行加工。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF