本文探討研究了驅(qū)動軸箱體的壓鑄模設(shè)計相關(guān)內(nèi)容。
介紹典型的大型壓鑄模具的設(shè)計方案,模具采用方導(dǎo)柱導(dǎo)向,周邊堤壩式封閉結(jié)構(gòu)精定位,采用冷卻水和加熱油加熱器同時控制模具溫度、真空壓鑄,提高鑄件質(zhì)量,保證壓鑄生產(chǎn)的連續(xù)性和穩(wěn)定性;同時采用復(fù)合液壓缸抽芯,提高了生產(chǎn)效率。
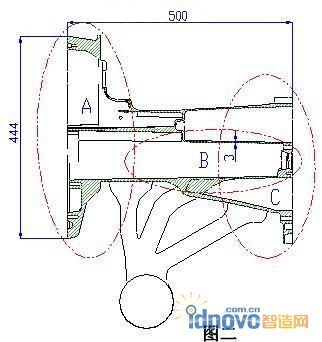
圖一是為某發(fā)動機公司開發(fā)的驅(qū)動軸箱體壓鑄件,鑄件外形尺寸500×444×230,鑄件材料為鋁合金360,重量6.25Kg,壁厚3mm。鑄件要求如下:
(1)密封性能要求在0.1Mpa壓力下不能泄漏;
(2)由于裝配總成均為密封件,所以加工表面不允許有大于0.3mm的氣孔;
(3)鑄件后序要做電泳處理,因此需要高水平的表面質(zhì)量。

1 壓鑄模具的設(shè)計準備
1.1 對模具結(jié)構(gòu)的初步分析
根據(jù)鑄件的要求,對鑄件進行工藝分析,確定主分型面,模具結(jié)構(gòu)為三面?zhèn)瘸榛瑝K,在無滑塊的一側(cè)布置澆道,澆道對面一側(cè)設(shè)置溢流槽及抽真空流道。為保證鑄件有較高的內(nèi)外質(zhì)量,模具內(nèi)必須設(shè)置一套合理的冷卻、加熱通道,保證在壓鑄過程中處于合理的熱平衡狀態(tài)。另外,模具要加設(shè)抽真空閥,采用真空壓鑄。
1.2 壓鑄機的選擇
(1)計算主脹型力 F主=A×p/10
A為鑄件帶澆注系統(tǒng)總的投影面積,為1638cm2(其中鑄件1260 cm2,另加30%澆注系統(tǒng)的面積),
p為壓實壓力,耐壓薄壁件取90Mpa,
F主=A×p=1638×90/10=14742 KN
(2)計算分脹型力
由于此模具兩側(cè)形狀完全由兩面?zhèn)瘸榛瑝K成型,側(cè)面分力很大,因此分脹型力不能忽略。
F分=A芯×p×tgα / 10
A為鑄件側(cè)抽滑塊成型處總的投影面積,為636cm2,
α為楔緊角,取6°,
F分=A芯×p×tgα / 10=636×90×tg6°/10=602 KN
(3)壓鑄機所需鎖模力
F鎖≥ 1.25(F主+ F分)=1.25×(14742+602)=1918 KN
因此,選用設(shè)備為意大利OL2000T,機床鎖模力為2000 KN。
2 壓鑄模具設(shè)計
2.1 澆注系統(tǒng)和溢流、排氣系統(tǒng)的設(shè)計
(1)內(nèi)澆口截面積 Ag=G /(ρvt)
G為通過內(nèi)澆口的金屬液質(zhì)量6250g,
ρ為液態(tài)鋁合金密度,取2.4g/cm3,v為填充速度取30m/s,t填充時間取0.1s,
Ag=G /(ρvt)=6250/(2.4×30×0.1)=868mm2
驅(qū)動軸箱體零件結(jié)構(gòu)非常不利于填充,整體零件可以分為由壁厚3mm的三部分筒形組成,如圖二所示,分別為左部外腔(A區(qū)域)、中心部分內(nèi)腔(B區(qū)域)及右部外腔(C區(qū)域),根據(jù)零件結(jié)構(gòu)的特殊性,將澆口布置也分為三部分,從左到右,內(nèi)澆口的寬度×厚度為95×4.0、45×3.0、90×4.0,分別對應(yīng)A、B、C三個區(qū)域進行填充。由于型腔中部B區(qū)域無處設(shè)置溢流槽、排氣道,所以將中部澆口旋轉(zhuǎn)一定的角度,沿著鑄件中筋的方向進行填充,同時將中心澆口的厚度變薄,有利于快速填充,減小金屬液在薄壁處的能量損失。
(2)溢流排氣系統(tǒng)的設(shè)計
由于此鑄件結(jié)構(gòu)不利于填充,因此在填充末端設(shè)置大體積的溢流槽,約60×40×30共5處。為有效地減少鑄件內(nèi)部氣孔,改善內(nèi)部組織的致密性,在模具型腔金屬液填充末端加設(shè)兩處真空閥,進行真空壓鑄。
真空壓鑄的原理:
a.合模后壓鑄,壓射沖頭在慢壓射越過壓室進料口后,打開抽氣節(jié)流閥,接通大流量真空源,使壓室及型腔內(nèi)的真空度達到90-96Kpa,充型、增壓,填充完了關(guān)閉真空源。
b.真空閥排氣道是由波形轉(zhuǎn)折的薄片通道連接真空源,薄片通道多次轉(zhuǎn)折并有外冷卻,金屬液充填型腔進入薄片通道內(nèi)逐漸失去流動能力,有效阻止金屬液進入真空管路內(nèi),同時保證整個填充過程均在抽真空狀態(tài)下進行。
3 模具結(jié)構(gòu)設(shè)計
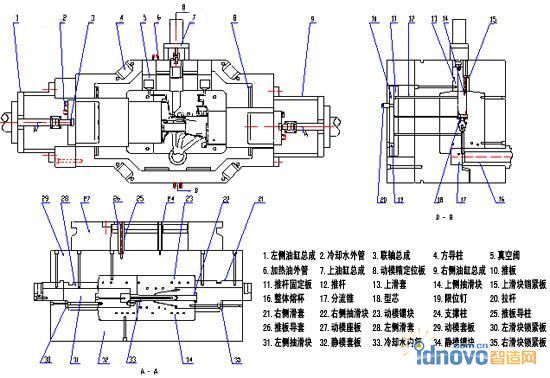
模具結(jié)構(gòu)設(shè)計如圖三所示,模板采用方導(dǎo)柱導(dǎo)向,周邊呈堤壩式封閉結(jié)構(gòu)精定位,實現(xiàn)合模時動靜模的精確定位和鎖緊,消除熱膨脹對模具使用精度的影響。三面?zhèn)瘸榛瑝K采用封閉式滑道結(jié)構(gòu),液壓抽芯。
4側(cè)抽液壓缸的設(shè)計
根據(jù)側(cè)抽滑塊抽芯力的計算,確定左側(cè)滑塊抽芯液壓缸直徑為Φ250,行程520(包括20mm的安全量),右側(cè)滑塊抽芯液壓缸直徑為Φ230,行程350。由于液壓缸直徑大、行程長,抽芯動作速度緩慢,嚴重影響生產(chǎn)節(jié)拍。我們采用圖四結(jié)構(gòu)的復(fù)合液壓缸,初始抽芯時直徑為Φ250的缸工作抽出22mm,保證側(cè)抽滑塊型腔與鑄件脫離后,直徑為Φ160的缸開始工作,帶動側(cè)抽滑塊完成剩下的抽芯行程。這樣Φ250缸滿足抽芯力的要求,Φ160缸滿足抽芯行程的要求,組合完成抽芯動作,節(jié)省抽芯動作的時間,提高了生產(chǎn)效率。
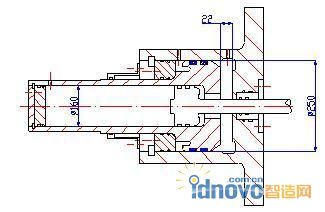
圖 四 復(fù)合液壓缸
5 模具加熱、冷卻系統(tǒng)的設(shè)計
在壓鑄過程中,模具溫度偏離設(shè)定值的波動對壓鑄模具的熱平衡有很大的影響,模具溫度是影響模具熱量散發(fā)的重要因素,間接地影響鑄件充型和凝固過程。為保證鑄件的質(zhì)量,需要在模具中保持均勻的溫度分布和合適的溫度水平。
眾所周知,在薄壁鑄件和復(fù)雜模具的情況下,熔融金屬可能在壓射過程中就凝固了。在鋁合金的壓鑄過程中,這種情況將產(chǎn)生流痕、冷隔等缺陷,更嚴重的是可能壓射不足。驅(qū)動軸箱體壓鑄模就屬于這種情況。為保證模具在合理的溫度范圍內(nèi)壓鑄,我們在模具的動、靜模鑲塊上開設(shè)大量的加熱油通道,壓鑄機上設(shè)有加熱器(能調(diào)節(jié)和控制油溫),在壓鑄過程中當(dāng)模具溫度下降時能加熱模具,模具溫度升高時帶走熱量冷卻模具,控制模具溫度在180±30℃范圍內(nèi)。
模具側(cè)抽滑塊長芯四周被鑄件包圍,溫度升高很快,因此在側(cè)抽滑塊長芯處開設(shè)冷卻水道,外接冷卻水,可以迅速地帶走熱量,避免溫度過高產(chǎn)生粘模和鑄件變形。
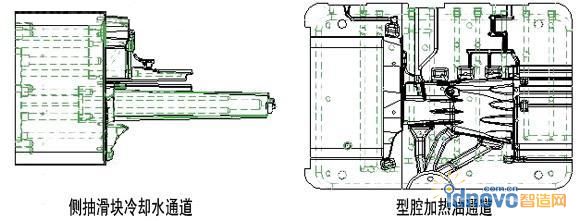
圖五
6 模具材料及熱處理
模具鑲塊及側(cè)抽滑塊等成型零件采用優(yōu)質(zhì)模具鋼 W302,淬火硬度HRC42-44;型芯、推桿采用優(yōu)質(zhì)模具鋼SKD61,淬火硬度HRC42-44;導(dǎo)柱導(dǎo)套采用GCr15,淬火硬度HRC50-55;模板采用50鋼,調(diào)質(zhì)HB240-270;推板、推桿固定板采用45鋼。
7 小結(jié)
模具按設(shè)計要求制作完成后,經(jīng)試模和生產(chǎn)驗證,模具工作穩(wěn)定,鑄件成型良好,并有效的提高生產(chǎn)率,并能滿足批量生產(chǎn)的要求。
參考文獻
[1]潘憲曾.《壓鑄模設(shè)計手冊》.北京:機械工業(yè)出版社,2006.
[2]盧晨,趙誠.《壓鑄模具的溫度控制》.武漢:特種鑄造及有色合金雜志社,2005.
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF