本文探討介紹了控制曲軸鐵模覆砂鑄造的生產過程相關內容。
曲軸是發動機的關鍵零部件之一,其性能好壞直接影響發動機的使用性能和壽命。曲軸工作時承受著交變大負荷的彎矩、扭矩和沖擊,常見的失效形式為彎曲疲勞斷裂及軸頸磨損,因此要求曲軸材質具有較高的剛性和疲勞強度以及良好的耐磨損性能。特別是最近幾年渦輪增壓發動機應用的增多,對曲軸內在質量和毛坯精度及毛坯面的粗糙度提出了越來越高的要求。
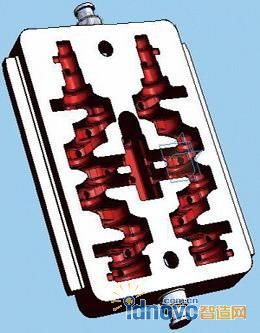
圖1 鐵型
鐵型覆砂鑄造是在隨型的鐵型內腔(見圖1)均勻覆上一層5~8mm熱固化型砂而形成鑄型的一種鑄造工藝(見圖2)。由于鐵模覆砂鑄型剛度好且覆砂層比較薄,鑄件冷卻速度快,砂子粒度細(一般為200目),因此可顯著提高鑄件的尺寸精度、致密性、表面質量、晶粒的細化程度和球化率,同時可實現無冒口鑄造。
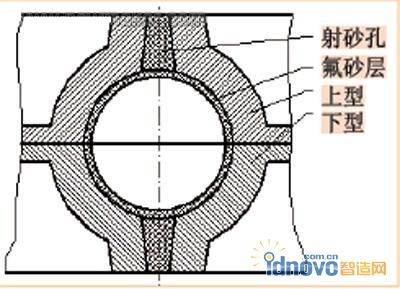
圖2 鐵型覆砂
鐵模覆砂線的生產過程
鐵模覆砂線的生產工藝流程如圖3所示。現在鐵模覆砂線的工藝布置有多種形式,以開式線形式布置居多。因為它可以滿足曲軸多品種生產冷卻時間不同的要求,同時可方便地實現生產過程中鐵型移動和鐵型推進的機械化和自動化控制。
1.覆砂造型
覆砂造型過程是鐵模覆砂鑄造的關鍵工序,它直接影響到生產的全過程和曲軸成品率的高低。最初的鐵模覆砂都是借用熱芯盒射芯機,機械化程度低。現在國內已有不少的鑄造機械廠家生產專用的鐵模覆砂設備,有的已可實現從合模到射完砂鐵型移出的全過程PLC觸摸屏全自動控制。
(1)鐵型溫度
正常生產過程中鐵型溫度一般控制在230℃左右。過低時覆膜砂不能完全固化,殼型強度低且發氣量大;過高時型殼燒酥或是覆膜砂在流動的過程中就已固化,破壞型殼強度易造成曲軸粘砂和夾砂。鐵型第一次使用的加熱一般有兩種方法;一是把成批的鐵型放入芯子窯中加熱,然后逐一進行造型;二是逐一把涼鐵型合模后通過模樣和模板對鐵型進行加熱(模板上裝有電熱管)進行造型,這種方法新鐵型第一次生產時速度比較慢。正常生產過程可利用鐵型的余熱進行覆砂,不需要單獨加熱。
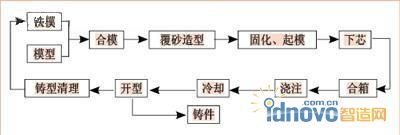
圖3 鐵模覆砂線的生產工藝流程
(2)射砂
射砂是利用低壓壓縮空氣(0.4MPa)將流態覆膜砂吹入型腔的過程,射砂時間只有1~2s。在這個過程中主要有兩個關鍵環節:一是排氣,二是跑砂。
射砂過程在將覆膜砂射入的同時壓縮空氣也進入型腔,如果鐵型排氣不暢勢必造成射不足、氣鼓等缺陷。常用的解決辦法是:①對于分型面附近的余氣,在模板上做出四個高出模板0.1~0.2mm的凸臺,使模板和鐵型形成間隙排出余氣;②在個別的死角部位加排氣塞或在模板上刻出排氣槽將余氣排出。這兩個辦法在實際生產中相當有效。
射砂時射砂頭上的射砂孔和鐵型的射砂孔對齊,射砂板的下平面與鐵型的上平面壓緊然后進行射砂。但是在實際生產中由于鐵型鑄造加工后有應力變形、鐵型不斷加熱冷卻產生變形及鐵型上表面的磕碰都會使射砂時鐵型上表面和射砂板下平面產生間隙,射砂時砂子從間隙中跑出。跑砂不僅浪費砂子、惡化工作環境,型腔射不實造成廢品,同時由于砂子流速太快極易給操作者造成人身傷害。現在常用的辦法有:①在射砂板下表面鑲一高出平面5mm的硅膠墊;②把射砂板的射嘴做成活動可壓縮式,背面裝一壓縮彈簧。這樣都可以使射砂嘴與鐵型射砂孔四周緊密接觸避免跑砂。當鐵型嚴重變形時不僅鐵型上表面跑砂,而且鐵型下表面與型板產生較大間隙跑砂,這時只能將鐵型上下兩面刨平后再用。
2.鐵型冷卻
在實際生產中為了保證生產效率,不可能將曲軸冷卻到230℃左右再開箱(一般澆注后15~20min開箱),由于覆砂層很薄,澆注后鐵型溫度急劇上升,一個循環后的鐵型溫度在350~400℃左右,并且會越來越高,造成生產無法正常進行。因為自然冷卻太慢,如果為了加快鐵型冷卻速度而向鐵型上澆水,則極易造成鐵型開裂。目前國內生產鐵模覆砂線的廠家還沒有生產鐵型冷卻專用設備。為解決鐵型冷卻問題,我們根據實際情況專門設計了一種冷卻裝置,如圖4、圖5所示。

圖4 鐵型冷卻裝置
噴嘴結構如圖5所示。壓縮空氣進入管子后,通過變徑套氣流速度加快,在銅管口形成更大的負壓。銅管另一端用氧氣管連接后放入水箱中的水中,銅管便有水被吸出,高速氣流使水霧化,通過管口的錐形和下方的錐體使霧以錐的形狀噴向鐵型表面。這種冷卻裝置由于采用的是多頭霧化冷卻,因而使鐵型冷卻均勻,減少了鐵型的變形和開裂,提高了鐵型的使用壽命。同時,當水霧噴灑到鐵型表面后,水在鐵型表面迅速形成一層高溫水蒸氣膜,壓縮空氣的高速氣流將高溫水蒸氣膜及時吹走,加快了鐵型的冷卻速度,滿足了生產線連續生產的需要。
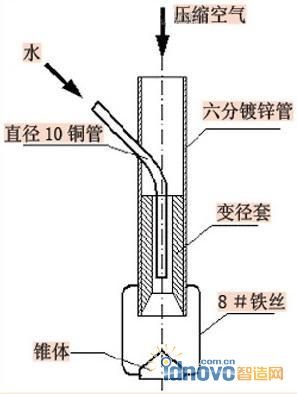
圖5 鐵型冷卻裝置的噴嘴結構
3.合箱
由于覆膜砂用酚醛樹脂做固化劑,因而型腔在澆入鐵水后會產生大量的氣體。如果不能把氣體及時排除勢必造成鑄件氣孔和澆不足的缸陷。為此,除了在上型模樣設計排氣孔,通過射砂針距上型面5mm左右的覆砂排氣外,合箱時要在分型面的四角處墊0.5mm的鐵片,以便使分型面產生間隙排出氣體。
鐵水的熔煉、球化、孕育和澆注
鐵模覆砂工藝因為鑄件冷卻快為獲得晶粒更細小、球化級別更高、表面質量更好、機械性能更好的鑄件提供了有利條件,但也對鐵水的熔煉、球化、孕育和澆注提出了更高的要求。
1.熔煉
鐵模覆砂工藝因為鑄件冷卻速度快,進入型腔的鐵水中的夾雜物和氣體不容易浮出而極易形成夾渣和氣孔,同時也容易形成冷隔。因此,鐵模覆砂工藝生產要求有高溫、潔凈的鐵水。現在因為焦炭價格的上漲,就熔煉成本方面中頻感應電爐已不再比沖天爐高,同時中頻感應電爐可以獲得化學成分穩定、高溫潔凈的鐵水,又能滿足連續生產的需要,所以鐵模覆砂工藝鑄造曲軸最好用中頻感應電爐熔煉。一般中頻感應電爐熔煉的出爐溫度在1 500℃左右。
同樣因為鐵模覆砂工藝鑄件冷卻速度快,且中頻感應電爐熔煉的鐵水過冷度大,造成鑄件白口傾向大,鑄件冷卻后容易形成自由滲碳體。所以配料時碳硅當量要比粘土砂造型工藝時高一些,常用的化學成分見表。
鑄件配料化學成分

2.球化處理
球化處理是球鐵曲軸生產的重要環節,石墨的形態直接影響曲軸本體強度性能。現在國內球化劑主要采用稀土鎂硅鐵復合球化劑,球化劑選用哪種牌號,主要考慮吸收率的高低和反應是否平穩。因為鐵模覆砂工藝要求電爐鐵水出爐溫度較高,宜選用較低牌號的球化劑如FeSiMg8Rt3。為了減少硫和鎂作用形成的二次渣,殘留稀土鎂不宜過高;原鐵水含硫量過高時可用多孔塞包進行脫硫,然后再倒入電爐內提溫。
3.孕育處理和澆注
由于鐵模覆砂工藝冷卻快和電爐鐵水過冷度大,造成鑄件在凝固過程中白口傾向大。因此必須對鐵水進行充分的孕育處理。一般進行兩次孕育處理:第一次在球化處理時在包內放入0.2%~0.3%的硅鐵;第二次在澆注時采用加入量0.1%的隨流孕育,采用含鈣、鋇的復合高效孕育劑,它可以有效地增加石墨核心,細化晶粒,延緩孕育衰退時間。孕育劑的粒度一般為60目,不得長期放置以免受潮和氧化。
澆注溫度一般在1 420℃左右,澆注時要注意擋渣。因為鐵水凝固快夾雜物難以上浮的緣故,一般在澆注系統中都放置過濾片。
曲軸余熱正火輔合金化
鑄件的快速凝固和中頻電爐高溫純凈的鐵水為鑄件晶粒細化、球化級別的提高提供了有利條件。在普通的生產條件下,珠光體含量一般在65%~75% ,抗拉強度680~750N/mm2,延伸率4%~6%。在鐵水處理過程中加入0.5%~6%的Cu和微量的強烈促進珠光體化的微量元素Sb;鐵模覆砂線連續機械化或自動化的控制使開箱工作更加容易控制,當鑄件溫度在860~900℃左右時開箱,然后將鑄件迅速轉入冷卻室進行噴霧冷卻。這樣便可以得到珠光體含量85%~90%,機械性能QT800-3的球鐵曲軸毛坯。它不僅可改善清理車間的高溫環境,減少往返運輸和一次清理,更重要的是它可以免去巨大的熱處理費用,有效地降低生產成本。曲軸余熱正火輔合金化取代現在的正火熱處理已成為曲軸生產的必然發展趨勢。
結語
鐵模覆砂曲軸鑄造簡化了粘土砂的工藝,克服了粘土砂固有的弱點(龐大的砂處理、臟亂差的工作環境及低的材質性能),可實現連續可控的生產,為高質量曲軸生產實現機械化、自動化提供了有利條件。這項先進的工藝必將在鑄造生產中得到越來越廣泛的應用。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF