焊接鋼架結(jié)構(gòu)在裝夾和加工過程中,較難控制裝夾及加工精度,因此在實際操作過程中,常會使用較為特殊的方法完成加工任務(wù)。
一、機架類零件裝夾找正方法
(1)吊裝時,放在工作臺上之前,判斷工件上基準劃線大致與X 軸(Y 軸、Z軸)平行。
(2)工藝焊塊下放墊鐵,要合理設(shè)置分布墊鐵的數(shù)量和位置,注意工件落下時要保持平衡,放在主要支撐點下,防止工件傾覆。
(3)移動墊鐵時,要拿墊鐵的兩側(cè),最好不要上下拿,或?qū)⑹稚烊雺|鐵上方,工件意外落下,會給人身造成傷害。
(4)在剛性較差的部位或主要支承點上安裝輔助支撐。輔助支承最好不要用螺紋可調(diào)式千斤頂,在工件壓力和夾緊力的作用下,千斤頂伸出部分容易回退,從而使用工件產(chǎn)生夾緊變形。一般使用墊鐵加薄鋼片的方式增加支承。
(5)手動檢查各支撐的接觸情況。
(6)接觸松動的墊鐵,要在工件與墊鐵間墊薄鋼片,墊實為止。同時要檢查鄰近墊鐵的接觸情況,直到調(diào)整到各支承點都起支承作用。
(7)在工件的懸伸部分加輔助支撐,以免加工時產(chǎn)生振動,輔助支撐可以用可調(diào)千斤頂,可不夾緊。
(8)機床主軸安裝頂尖,按主要基準線找正,在主要支撐、切削部位和剛性好的部位處加夾緊力。
(9)用頂尖對準十字中心劃線,確定為工件坐標系零點。
(10)以當前工件坐標系零點為基準,對與該處距離較遠的重要部位編程,留量后控制切深試切,檢查加工余量是否足夠。如果余量不夠用,需要在余量多的部位借量,先前設(shè)定的工件坐標系零點也要相應(yīng)變動,直到調(diào)整到各部位加工余量都夠用為止。
(11)編程加工基準面,以備后續(xù)找正和對刀使用。
(12)正式加工。
二、機架類零件的加工方法分析
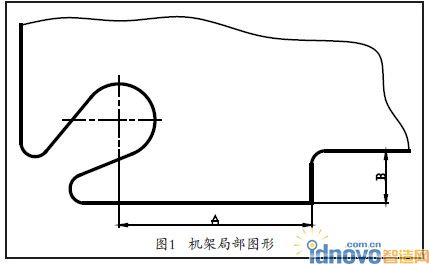
焊接機架一般以劃好的十字中心線為粗基準定工件坐標系原點,加工A尺寸和B尺寸(如圖1所示),然后以A尺寸對應(yīng)右端面和B尺寸對應(yīng)下端面為精基準加工其余各部分。粗加工時,懸伸部分剛 性較差,加工時極易產(chǎn)生振動,一定要注意設(shè)置切削參數(shù),刀具側(cè)吃刀量不能太大,一般為0.5mm左右。
機架粗加工時用較大夾緊力,精加工階段一定要釋放夾緊力,重新裝夾以減小工件變形,再精加工主要部分,次要部分分布在各加工階段完成。
精基準加工完成后,其余各主要部分都要留量加工,釋放應(yīng)力后,按精基準打表,看其余各處與精基準精度如何,再對其余各部分精加工,確保位置精度要求。
三、異形機架類零件的加工方法研究
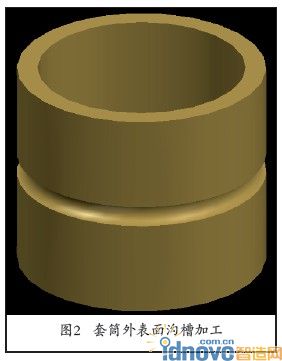
在數(shù)控鏜床上加工如圖2 所示套筒類零件上的溝槽時,安裝找正工件,要使工件的軸線與工作臺的回轉(zhuǎn)軸線重合,這樣加工出的溝槽深度才一致。往往這樣的工件在加工溝槽之前就已加工出內(nèi)圓或外圓表面,因此容易拉表找正,擺正工件。
但有些時候,工件尺寸過大,難以使工件圓弧部分的中心與工作臺回轉(zhuǎn)中心重合,或根本就沒有已加工過的圓弧表面能拉表找正中心位置。此時就必須考慮采用其他方法完成加工任務(wù)。
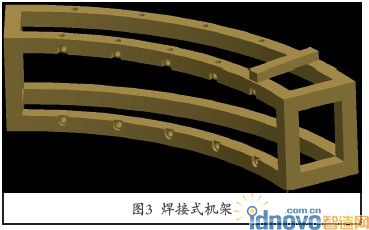
如圖3所示焊接式機架,正上方各孔已由龍門銑鏜床鉸削完成,并且各孔間位置精度滿足圖樣要求,現(xiàn)在落地鏜床上加工完成側(cè)面10個凹槽的加工。凹槽分布在彎板的內(nèi)圓弧面上,彎板半徑為2米,內(nèi)圓弧面未加工。工件尺寸太大,工作臺面積小,難以使圓弧中心與工作臺圓轉(zhuǎn)中心重合。
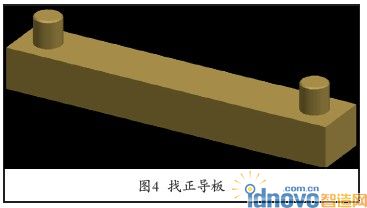
在加工過程中,為了找準槽的位置,要利用已加工完成的各孔。制作如圖4所示找正導(dǎo)板,將導(dǎo)板上的兩銷插入到對應(yīng)的兩孔中,如圖4所示。這樣就可以將槽孔間的關(guān)系轉(zhuǎn)化為槽面間的關(guān)系,用 面找槽可以保證找正及加工精度。為便于導(dǎo)板移動,制作尺寸不宜過大。
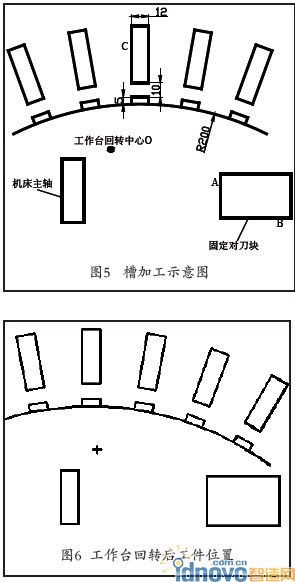
為了準確描述找準槽位置的方法,在此畫一簡圖以表達機床與工件間的關(guān)系,如圖5所示。假設(shè)工件放在工作臺上的任意位置,但槽大致面向機床主軸。落地鏜床除了配有回轉(zhuǎn)工作臺外,還配有落地工作臺。固定對刀塊是用方箱固定在落地工作臺上,位置靠近主軸一側(cè),以方便機床對刀。
為了表達及說明方便,彎板的凹弧半徑為200mm;導(dǎo)板寬度為12mm;導(dǎo)板端部與槽底距離為10mm;槽深度為5mm。圖中所有尺寸都要考慮以找正導(dǎo)板為基準,能通過找正導(dǎo)板確定所要加工的部位,保證尺寸精度要求,要統(tǒng)一考慮并設(shè)計。
1.Y 向尺寸的確定
每個槽都分布在水平面上,因此用標準刀桿對刀導(dǎo)板上表面,以確定槽的Y 向各尺寸。一次性對刀,加工其余各槽時,不需重復(fù)對刀。
2.X 向尺寸的確定
用百分表觸頭壓在導(dǎo)板C面上,將數(shù)控系統(tǒng)的X 坐標置零,百分表置零,移動機床,將百分表觸頭壓在固定對刀塊的A面上,當指針指到零位時,看機床X坐標值,這里設(shè)C面與A面的距離為53.66。 機床主軸安裝對刀棒,直徑為40mm,用0.1mm厚的塞尺輔助對刀,感覺到稍感拖滯為宜,此時再對刀棒在X 負方向,移動53.66-6-0.1-20=27.56mm,該位置為槽的X 向中心位置,X 軸對刀完畢。
3.Z 向尺寸的確定
用百分表觸頭壓在導(dǎo)板的下端面上,將數(shù)控系統(tǒng)Z坐標置零,百分表置零,移動機床,將百分表觸頭壓在固定對刀塊的B面上,當指針指到零位時,看機床Z坐標值,這里設(shè)為96.37mm。機床主軸上安裝加工槽刀具,刀具端部并用對刀塊輔助對刀B面,設(shè)對刀塊高度為30mm,則刀具端部與B面 平齊時為當前坐標減去30mm。 這時刀具端部與槽底的距離為96.37-10=86.37mm,完成Z 向?qū)?刀任務(wù)。
加工下一個凹槽時,將工作臺繞回轉(zhuǎn)中心回轉(zhuǎn),并用百分表對找正導(dǎo)板側(cè)面拉表找正,使導(dǎo)板側(cè)面與主軸軸線平行,重復(fù)使用上述對刀方法完成對刀任務(wù)。
焊接件個別部位的加工很簡單,但如何保證各加工部位的相互位置精度,如何裝夾找正,甚至對刀操作都可能給實際加工帶來困難。上述實例中機架加工的關(guān)鍵技術(shù)問題就是如何準確確定槽的位置,并在操作過程中考慮操作的可行性及便利性。
實際加工中,我們可能局限于一種模式,只用工件上的某個面完成對刀或找正工作,但有些工件具有一定的特殊性,就要考慮采用非常規(guī)方法,這也是最能體現(xiàn)技術(shù)人員工作經(jīng)驗的豐富和靈活處理技術(shù)問題的能力。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF