機(jī)械加工中常有由復(fù)雜曲線所構(gòu)成的非圓曲線(如橢圓曲線、拋物線、雙曲線和漸開線等)零件,隨著工業(yè)產(chǎn)品性能要求的不斷提高,非圓曲線零件的作用就日益重要,其加工質(zhì)量往往成為生產(chǎn)制造的關(guān)鍵。數(shù)控機(jī)床的數(shù)控系統(tǒng)一般只具有直線插補(bǔ)和圓弧插補(bǔ)功能, 非圓曲線形狀的工件在數(shù)控車削中屬于較復(fù)雜的零件類別,一般運(yùn)用擬合法來進(jìn)行加工。而此類方法的特點(diǎn)是根據(jù)零件圖紙的形狀誤差要求,把曲線用許多小段的直線來代替,根據(jù)零件圖紙的形狀誤差,如果要求高,直線的段數(shù)就多,雖然可以憑借CAD軟件來計算節(jié)點(diǎn)的坐標(biāo),但是節(jié)點(diǎn)太多也導(dǎo)致了加工中的不方便,如果能靈活運(yùn)用宏程序,則可以方便簡捷地進(jìn)行編程,從而提高加工效率。
一、非圓曲線宏程序的使用步驟
(1)選定自變量。非圓曲線中的X和Z坐標(biāo)均可以被定義成為自變量,一般情況下會選擇變化范圍大的一個作為自變量,并且要考慮函數(shù)表達(dá)式在宏程序中書寫的簡便,為方便起見,我們事先把與Z 坐標(biāo)相關(guān)的變量設(shè)為#100、#101,將X坐標(biāo)相關(guān)的變量設(shè)為#200、#201等。
(2)確定自變量起止點(diǎn)的坐標(biāo)值。必 須要明確該坐標(biāo)值的坐標(biāo)系是相對于非 圓曲線自身的坐標(biāo)系,其起點(diǎn)坐標(biāo)為自變量的初始值,終點(diǎn)坐標(biāo)為自變量的終止值。
(3)進(jìn)行函數(shù)變換,確定因變量相對 于自變量的宏表達(dá)式。
(4)確定公式曲線自身坐標(biāo)系的原點(diǎn)相對于工件原點(diǎn)的代數(shù)偏移量(△X和△Z)。
(5)計算工件坐標(biāo)系下的非圓曲線上各點(diǎn)的X坐標(biāo)值(#201)時,判別宏變量#200的正負(fù)號。以編程輪廓中的公式曲線自身坐標(biāo)原點(diǎn)為原點(diǎn),繪制對應(yīng)的曲線坐標(biāo)系的X ′和Z ′坐標(biāo)軸,以其Z ′坐標(biāo)為分界 線,將輪廓分為正負(fù)兩種輪廓,編程輪廓在X ′正方向稱為正輪廓,編程輪廓在X ′負(fù)方向?yàn)樨?fù)輪廓。
如果編程中使用的公式曲線是正輪廓,則在計算工件坐標(biāo)系下的X坐標(biāo)值(#201)時,宏變量#200的前面應(yīng)冠以正號;如公式曲線是負(fù)輪廓,則宏變量#200的前面應(yīng)冠以負(fù)號,即#201=±#200+△X 。
(6)設(shè)計非圓曲線宏程序的模板。設(shè)Z坐標(biāo)為自變量#100,X坐標(biāo)為因變量#200,自變量步長為△w,△X為曲線本身坐標(biāo)系原點(diǎn)在工件坐標(biāo)系下X方向偏移量,△Z為曲線本身坐標(biāo)系原點(diǎn)在工件坐標(biāo)系下Z方向偏移量,則公式曲線段的加工程序宏指令編程模板如下。
#100=Z1 (定義自變量的起點(diǎn)Z坐標(biāo))
WHILE [ #100 GE Z2]DO 1
(加工控制)
#200=f(#100) (建立自變量與因變量函數(shù)關(guān)系式)
#201=±#200+△X
(計算曲線上點(diǎn)在加工坐標(biāo)系的X坐標(biāo))
#101=#100+△Z(計算曲線上點(diǎn)在加工坐標(biāo)系的Z坐標(biāo))
G01 X[2*#201] Z[#101]F
(曲線加工)
#100=#100-△w (自變量減小一個步距)
END1 (加工結(jié)束)
二、非圓曲線宏程序的具體應(yīng)用實(shí)例
運(yùn)用以上非圓曲線宏程序模板,就可以快速準(zhǔn)確實(shí)現(xiàn)零件公式曲線輪廓的編程和加工。下面介紹一個具體應(yīng)用示例。加工圖1所示橢圓輪廓,棒料Φ45,編程零點(diǎn)放在工件右端面。
(1)分析零件尺寸,確定正負(fù)輪廓及代數(shù)偏移量(△X 和△Z)。
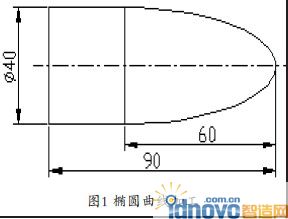
由圖可知,該圖中的橢圓曲線為凸?fàn)睿幊梯喞赬 ′軸正方向?yàn)檎喞谟嬎愎ぜ鴺?biāo)系下的X 坐標(biāo)值(#3、#201)時,宏變量#200的前面應(yīng)冠以正號,公式曲線自身坐標(biāo)系的原點(diǎn)相對于 工件原點(diǎn)的偏移量為(X0,Z-60)。
(2)零件的外輪廓粗精加工參考程序如下(粗加工用直角方程,精加工用極坐標(biāo)方程)。
O9988
G98 S700 M3; T0101;
G0 X41 Z2;
G1 Z-100 F150; (粗加工開始) G0 X42;
Z2;
#1=20*20*4; (4a2)
#2=60; (b)
#3=35 ; (X初值(直徑值)) WHILE[ #3 GE 0] DO1; (粗加工控制)
#100=#2*SQRT[1-#3*#3/#1]; (Z)
#101=#100-60+0.2
G0 X[#3+1] ; (進(jìn)刀)
G1 Z[#101] F150; (切削)
G0 U1; (退刀) Z2; (返回)
#3=#3-4; (下一刀切削直徑) END1;
#10=0.8; (X向精加工余量)
#11=0.1; (Z向精加工余量) WHILE[ #10 GE 0] DO1; (半精、精加工控制)
G0 X0 S800; (進(jìn)刀,準(zhǔn)備精加工)
#20=0 ; (角度初值) WHILE [#20 LE 90] DO2; (曲線加工范圍)
#200=2*20*SIN[#20]; (X)
#201=#200+#10
#100=60*COS[#20]; (Z)
#101=#100+#11-60
G1X[#201]Z[#101] F100; (曲線 精加工)
#20=#20+1; END2;
G1 Z-100; G0 X45 Z2;
#10=#10-0.8;
#11=#11-0.1;
END1;
G0 X100 Z200; M30;
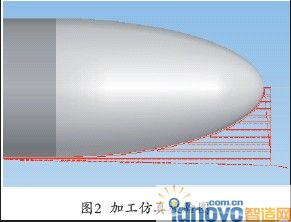
(3)運(yùn)用數(shù)控仿真軟件,可得到加工仿真校驗(yàn)圖如圖2所示。
三、結(jié)束語
通過實(shí)例可知宏程序是從工件外不斷逼近直至最后加工成型,解決了非圓曲線不能用子程序的相對編程方式的矛盾,因此加工非圓曲線的工件靈活使 用宏程序,實(shí)現(xiàn)了數(shù)控加工方便快捷之目的。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF