一、前言
手板是在沒有開模具的前提下,根據產品外觀圖樣或結構圖樣先做出 的一個或幾個、用來檢查外觀或結構合理性的功能樣板。隨著社會競爭的 日益激烈,手板的制作在產品開發過 程中的地位越來越重要。
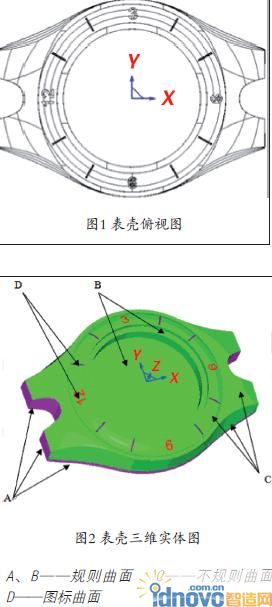
早期的手板因為受到各種條件 的限制,大部分工作都是用手工完成的,使得做出的手板工期長且很難達 到外觀和結構圖樣的尺寸要求。隨著數控技術的快速發展,快速成型CNC手板制作成為可能。而且近幾年CNC雕刻機在國內開始得到應用,它的產品和市場發展很快,尤其是近兩三年,CNC雕刻機不僅在傳統的雕刻應用領域———廣告標識制作業占據了舉足 輕重的地位,同時也以精細和快速的優勢,越來越深入了諸多工業領域。特別在CNC雕刻機具有突出優勢的小模具、小產品的加工上,已經獲得了廣泛的應用。為此,作者利用精雕機對一個表殼進行手板加工,其俯視圖和三維實體圖如圖1、圖2所示。
二、精雕CNC雕刻系統的組成
計算機數控雕刻技術(簡稱CNC雕刻技術)是傳統雕刻技術與現代數控技術結合的產物,它秉承了傳統雕刻精細輕巧、靈活自如的操作特點,同 時利用了傳統數控加工中的自動化技術。CNC雕刻機是集計算機輔助設計技術(CAD技術)、計算機輔助制造技術(CAM技術)、數控技術(NC技術)和精密制造技術于一體的先進數控加工設備。與傳統的數控加工相比,CNC雕刻具有如下特點:
◎C N C雕刻的加工對象具有尺寸小、形態復雜以及成品要求精細等特點;
◎CNC雕刻的工藝特點是使用小刀具進行加工;
◎CNC雕刻產品的尺寸精度高,產品一致性好。
CNC雕刻采用的是一種高轉速、小進給和快走刀的高速銑削加工方式。
本文所涉及的精雕CNC雕刻系統,是一套以精雕CNC雕刻機和JDPaint軟件為核心的專業雕刻系統。
精雕CNC雕刻機與數控銑床、加工中心工作原理是相同的,都是CNC由計算機數字程序控制機床各個部件運行。從表面上看,三者之間的差別、機床配置方面的不同之處是:加工中心有刀庫,一個工件裝卡好后,多把刀具一次性加工完成;精雕CNC雕刻機和數控銑床沒有刀庫,每把刀具加工完成后,都必須手動換刀再繼續加工。機床控制系統的差異:它們的控 制系統的功能相似,但是因為由不同 的廠家開發,控制系統的操作方法和 具體的功能會有一定的差異。這些差異對機床的性能差別不會起到決定性作用。
決定機床性能差異的關鍵要從具體的細節方面來看,數控銑床和加工中心主軸都比較大,但轉速比較低, 一般機床最高轉速最高為6000rpm,少數高速機的轉速能到10000rpm以 上。但功率比較大,主軸輸出扭矩比較大,適合直徑比較大的刀具。精雕CNC雕刻機主軸轉速按不同大 小主軸來分,主軸外徑為48、功率180w的轉速范圍為10000~40000rpm,主軸外徑為62、功率370w的 轉速范圍為10000~24000rpm,主軸外徑為80、功率1200w的轉速范圍為6000~20000rpm,主軸外徑為100、功率3000w的轉速范圍為3000~16000rpm,主軸外徑為120、功率4000w的轉速范圍為2100~15000rpm。轉速比較高,主軸輸出扭矩相對比較小,適合底直徑為10~0.05mm刀具加工。因主軸轉速高、刀具小,所以加工的工件比較細致,表面光潔度高。另外,數控銑床、加工中心床體比較大,運動部件也相應比較大,重量比較重,運動起來后加速比較慢,對加工大工件來說比較合適。精雕CNC雕刻機床體相對較小,運動部件小、質量輕,便于快速轉向、掉頭,加工小工件時平均加工速度會比較高。
因此,精雕CNC雕刻機適合使用中小刀具,加工中小型工件,細節部位加工精細,表面光潔度高;數控銑床、加工中心適合使用比較大的刀具,加工大型一點的工件,由于其主軸轉速低,使用刀具大,加工表面光 潔度相對雕刻機要低,而且細小部位 加工不到位。而這些加工不到位和光潔度比較差的情況,還可以由雕刻機 來幫助完成,減少后期的處理量。精 雕CNC雕刻機和數控銑床、加工中心各有所長各有所短,對于工件加工,尤其模具加工,兩者都是必不可少的加 工工具。
JDPaint軟件為精雕CNC雕刻系統提供了完備的CAD/CAM功能。在CAD方面:JDPaint軟件具有平面設計、曲面造型和藝術浮雕曲面造型等功能,同時也提供了與UG、Pro/ENGINEER、MasterCAM和AutoCAD等軟件的文件接口。在CAM方面:JDPaint軟件提供了豐富的工藝控制和刀具路徑優化功能,并以獨特的“等量切削”方法 實現了多種CNC雕刻工藝的高速銑削(HSM),更好地解決了小刀具的加工效率問題,提高了產品的加工精度和加工速度。
三、表殼手板的加工方案
1.曲面特點及技術要求
(1)曲面特點 如圖1、圖2所示,曲面的外形尺寸為33.0mm×24.5mm×6.77mm。圖2中 A、B處的表殼外輪廓曲面和一個凹槽 臺階曲面為規則的曲面,這種曲面可 以選用二維加工的方法進行精加工。 圖2中C處表的兩側面和上表面是有一 定斜度的不規則曲面,且這些曲面中 既有淺平面又有陡峭面,這種曲面適 合選用三維加工(曲面精雕刻)的方 法進行加工。圖2中D處的數字圖標所 在的上表面為不規則曲面,所以上表 面上的數字圖標需要選用投影加工的 方法進行加工。
(2)加工手板的技術要求
◎所有表面粗糙度要求R a1.6;
◎工件表面無缺陷,圓角部位無 殘料;
◎ 凹槽曲面的最小圓角為R 0.4mm;
◎數字圖標要求深0.6mm,最小槽寬0.22mm,最小圓角為R0.1mm。
2.加工手板的工藝分析
◎材料:鋁合金。毛坯尺寸:25mm×25mm×42mm。
◎刀具材料:根據加工材料,選 擇YT15的硬質合金刀具。
◎設備:精雕CNC雕刻機,型號為 JDPMS-G。
◎工藝分析及刀具選擇:對于同 一個零件,可能在不同的部位需要不同的走刀方式,對于零件兩個面之間 的銜接部分,還需要用專門的清根刀 路。此外,還要合理選擇刀具,優化走刀路徑,減少提刀、空刀及不必要 的重覆路徑,在改善加工質量的同時 提高加工效率。
表殼手板加工的整體思路是先進 行三維整體開粗,然后進行三維精加 工和二維精加工,最后是投影加工, 具體分析如下。
◎三維加工:采用JDPaint軟件中 曲面雕刻組的“分層區域粗雕刻”進行整體開粗,并且用“曲面精雕刻” 精加工圖2中C處的三處不規則曲面。
“分層區域粗雕刻”需要盡可能多地去除殘料,要求刀具有足夠的強度。 根據精雕機主軸所配夾頭情況,選擇 φ 3.175的平底刀進行粗加工。“曲面 精雕刻”要求達到產品的尺寸精度和 表面精度,同時兼顧效率,選擇刀具 時要考慮刀具強度以及是否會留有殘 料或過切,因此選擇φ 3.175的球頭刀 半精加工曲面,選擇φ 2mm的球頭刀精 加工曲面。
◎二維加工:在數控加工中, 二維加工的走刀方式簡單,加工效率遠遠大于三維加工。因此,分別采用JDPaint軟件中“區域粗雕刻”和“輪 廓切割”的二維加工方法精加工圖2中A處的外形輪廓曲面、分模面與圖2中B處的臺階凹槽曲面。進行“區域粗雕刻”時,為了保證凹槽曲面的最小圓角R0.4mm,選擇φ2mm的平底刀。
◎投影加工:因圖2中D處數字圖標的尺寸很小,所以在加工中心和數 控銑床上無法進行加工,且標準刀具中也不能提供用于加工槽寬0.22mm、最小圓角R0.1mm的刀具。因此,采用JDPaint軟件中的“投影雕刻”,選擇非標準刀具:錐度為15°、底直徑為0.1mm的錐度平底刀進行加工。
3.加工難點分析
基于上述工藝分析及曲面特點 和加工的技術要求,加工表殼的手板 存在兩大難點:一是曲面精雕刻的方 法,二是投影雕刻的非標準刀具。
(1)曲面精雕刻問題
圖2 中C所示的三處不規則曲面 中,既有淺平面又有陡斜面存在。精雕刻在保證淺平面與陡斜面加工精度的 同時還要兼顧效率。因此,合理選擇精 雕刻方法至關重要。根據J D P a i n t軟件 提供的6種曲面精雕刻方法,針對淺平 面與陡斜面的加工問題,編制刀具路徑 時大多采用以下幾種方法。
◎平行銑削+陡斜面加工:平行銑 削加工采用X 、Y 方向的最大間距來控制 刀具路徑的細密程度,由于陡斜面的坡 度很陡,同樣的切削間距,在陡斜面上 形成的刀痕要比在平面或平坦的曲面上大得多,使陡斜面的加工質量較差。因 此,一般在平行銑削加工之后添加陡斜 面加工刀路。但是,在陡斜面刀路的切 削方式設置上,若選擇雙向切削,則刀 具在沿Z 軸上升時由于刀具受力不均, 導致加工質量下降;若選擇單向切削, 則刀具路徑中提刀路徑過多,嚴重影響 加工效率。
◎等高外形+淺平面加工:等高外形加工是用最大Z軸進給量控制刀具路 徑的疏密程度,在比較平坦的表面上,Z軸下降相同的距離要比陡峭表面的路徑間距大得多,無法保證淺平面的表面加工質量,因此在編制刀路時大多在等高外形加工之后添加淺平面加工刀路。由于兩個刀路在曲面的淺平面區域形成很多重疊刀路,致使淺平面刀路中出現很多空刀路,因此,這一方法加工效率較低。
◎環繞等距加工:環繞等距加工 是生成一組環繞工件曲面的刀具路徑, 路徑計算時間長,生成的N C文件大。
對于形狀不規則的曲面,在路徑轉向地方的路徑間距大于其他位置的路徑間 距,會在工件表面形成刀具路徑轉折的 刀痕,影響加工質量。
以上三種加工方法均存在工件局 部表面達不到加工質量要求或加工效 率低的缺陷。根據曲面特點及J D P a i n t 精雕刻刀路特點,可采取角度分區域 加工,即將淺平面與陡斜面分開加工。 當曲面與水平面夾角小于45°時,默 認該曲面為平坦曲面選擇平行刀路或環繞刀路加工。當曲面與水平面夾角大于45°時,默認該曲面為陡峭曲面選擇等高外形加工。表殼不規則曲面中上部分平坦,下部分陡峭,可用角度分區的 方法確定平行銑削與等高外形的加工區 域。這種加工方法與前面所述三種方法比較,在加工參數選擇相同的情況下, 加工質量好、加工效率高。
(2)投影雕刻問題
圖2中D處的數字圖標尺寸小,且投影表面為不規則曲面,無法直接進行加工。因此,要加工出滿足深度、槽寬和最小圓角半徑要求的數字圖標,需要選用非標準刀具:錐度為15°、底直徑為0.1mm的錐度平底刀,采用JDPaint投影雕刻組的“投影雕刻”進行加工。在進行投影雕刻時,需要先提取數字圖標 的輪廓曲線設置一個“區域粗雕刻”路 徑,然后將“區域粗雕刻”路徑投影到上表面上。在加工過程中,因為所用刀具為非標準刀具,需要參照《錐度平底 刀的磨制方法》磨制一把錐度為15°、底直徑為0.1mm的錐度平底刀。磨制的錐刀是否準確直接影響數字圖標的加工效果,因此,投影雕刻中錐度平底刀的磨制是手板加工中的另一難點。
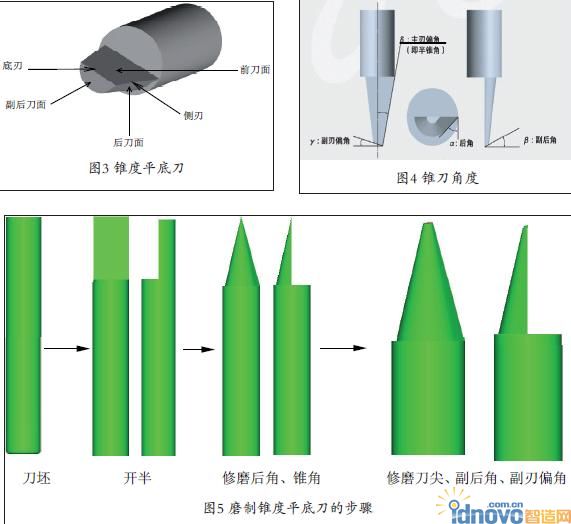
◎認識錐度平底刀:錐刀的三個 刀面和兩個刀刃——錐刀的端部包括前刀面、后刀面和副后刀面;錐刀有兩個切削刃,分別是底刃和側刃;底刃用于 切削底面,側刃用于切削側面,如圖3 所示。錐刀角度:錐刀有四個角度,即錐角、后角、副后角和副刃偏角,如圖4所示。
◎磨制錐度平底刀的步驟分為三個部分:開半徑;磨制后角和錐角;點尖(得到刀具底直徑、副后角和副刃偏 角)。整個過程,如圖5所示。
四、編制刀具路徑
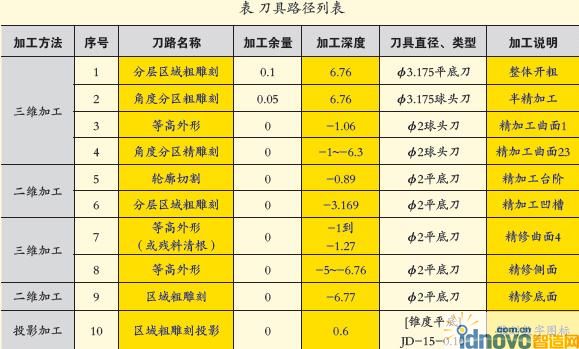
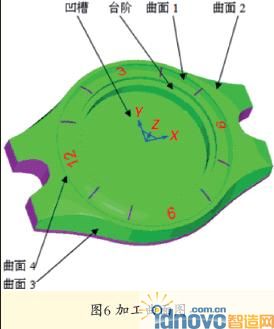
基于以上曲面特點、技術要求、加工工藝及加工難點的分析,用JDPaint軟件編制了以下刀具路徑,如表所示。各加工曲面的位置,如圖6 所示。將編制好的刀具路徑,用JDPaint軟件的加工模擬功能進行加工模擬,其結果如圖7所示。加工模擬及實體切削驗證后,通過JDPaint 軟件輸出的刀路文件即可在精雕機床上實現表殼手板的加工。
五、結束語
通過對表殼曲面特點及技術要求的分析,制訂了采用精雕機床加工表殼手板的加工工藝。在分析加工工藝的基礎上,指出加工過程中涉及的兩個 加 工 難 點 —— 曲 面 精 雕 刻 的 方 法 與 投 影雕刻的非標準刀具。在比較常用的精雕刻方法后,采用角度分區的不規則曲面精雕刻方法能避免空刀路的產 生,在保證表面加工質量的同時有效地提高了加工效率。在加工尺寸要求很高的數字圖標過程中,充分利用了精雕機床的小刀具加工特點,采用非標準刀具進行投影雕刻完成手板的精細部分加工。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF